Сторінка
5
Зняття пролітної балки з другого робочого місця, передача, кантування й установка її на третьому робочому місці, а також усі наступні операції транспортування і кантування балок на потоковій лінії здійснюють спеціальним четирьохгаковим электромостовим краном-кантувачем вантажопідйомністю 150/150 кН.
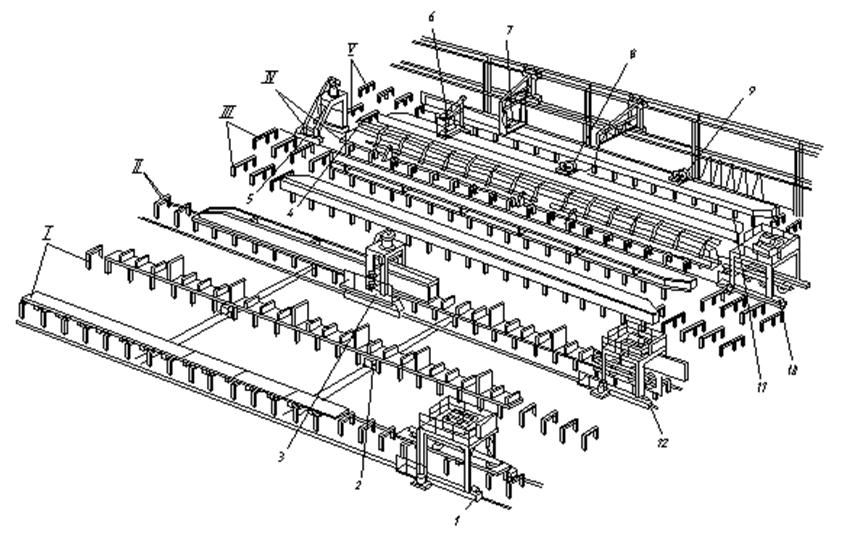
Рис. 6. Схема потокової механізованої лінії виготовлення коробчатих балок.
1- самохідний портал із вакуумними захватами для транспортування заготівель верхнього поясу;
2 – штовхаючий візок для передачи гребінки; 3 - самохідний портал для складання
На третьому робочому місці виконується приварка діафрагм до вертикальних стінок і зварювання стиків стінок із внутрішньої сторони балки. Для забезпечення заданого такту випуску балок робоче місце виконане двухпозиційним.
Четверте робоче місце служить для розтягування балки, складання і механізованого зварювання нижнього пояса, накриття балки нижнім поясом і прихвачування його до вертикальних стінок. Робоче місце компонується стендом з флюсомагнитними подушками для складання і зварювання нижнього пояса, кантувачем для підйому нижнього пояса і накриття їм балки і стендом для розтягування балки, оснащеним двома візками 4 з гидродомкратами вантажопідйомністю 200 кН, самохідним порталом із вакуумними захватами і самохідним складальним пневматичним порталом 5.
Балку піднімають із третього робочого місця, у процесі транспортування кантують навколо поздовжньої вісі і встановлюють на стенд для розтягування. Потім із двох сторін підводять візки 4 з гидродомкратами, що натискають на верхній пояс балки, прогинають її і, тим самим, розтягують гофри і виправляють вертикальні стінки. Нижній пояс, складений і зварений на стенді, піднімають і укладають на балку. Самохідний складальний портал 5 із пневмопритискачем притискає нижній пояс до вертикальних стінок балки. Цей же портал виконує вигинання кінцевих ділянок пояса по скосах балки. Після прихвачування нижнього пояса тиск у гидродомкратах знімають, звільняють балку і передають її на п'яте робоче місце.
На п'ятому робочому місці виконується автоматичне зварювання стиків вертикальних стінок із зовнішньої сторони і кутових швів, що з'єднують вертикальні стінки з поясами. Робоче місце компонується двома стендами, на які укладають пролітні балки.
На колонах цеху по спеціальних напрямних рухаються дві велосипедні консолі 6, 7 для переміщення зварювальних апаратів до балки і для підведення електричного кабелю до них. Зварювання стиків виконується зварювальним трактором, змонтованим на самохідному візку.
Кутові шви зварюють зварювальними тракторами 8 и 9, обладнаними спеціальним копірним пристроєм, що забезпечує потрібний напрямок руху трактора по балці.
Готову пролітну балку подають на рентгеноконтроль стикових швів нижнього і верхнього поясів і швів вертикальних стінок.
При середній довжині прольоту крана 17 м, лінія забезпечує випуск 2800 пролітних балок у рік. Площа, що займається лінією, 960 м2. На потоковій лінії працюють 33 виробничих і три допоміжних робітника.
На лінії виконується, зварювання і виправлення балок, лінія багатономенклатурна, безупинна, із комбінованим транспортом і послідовним розташуванням робочих місць. Особливістю лінії є її універсальність і мінімальні витрати часу на переналагодження устаткування при переході з одного типорозміру балки на інший, що дозволило організувати комплексно-механізоване виробництво в умовах багатономенклатурного випуску.
Нестачею лінії є зварювання стиків вертикальних стінок і поясів у складеній балці. Другою серйозною нестачею є ручна приварка діафрагм до вертикальних стінок.
Потокова механізована лінія виготовлення барабанів стрічкових конвеєрів.
Лінія розрахована для виготовлення барабанів діаметром 256 - 1260 мм; довжина обичайок 510 - 1410 мм; товщина стінки 8 - 20 мм; катет кутових швів 4 - 10 мм; вага барабанів 397 - 17260 Н. Розрахункова річна продуктивність лінії 10000 барабанів при середній вазі 3000 Н. Барабан стрічкового конвейєра (рис. 7.) складається з обичайки 1 і вала 2 із двома дисками 3, що приварюються до обичайки кутовими кільцевими швами.
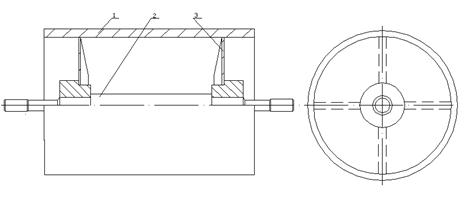
Рис. 7. Барабан стрічкового конвейєра
Лінія (рис. 8.) складається з п'ятьох робочих місць, з'єднаних накопичувачами, пневматичними роликовими поворотними перевантажувачами і відкидними мостами із пневмоприводами. Лінія починається з накопичувача, на який укладають заготівлі обичайок після вальцювання.
Перше робоче місце лінії призначено для встановлення вала з дисками в обичайку і для вирівнювання крайок обичайки у випадку їхнього відносного зсуву уздовж стику. Робоче місце компонується приводною роликоопорою, затискним пристроєм, пневматичним виштовхувачем і консольним краном.
Звальцьована обичайка з накопичувача, встановленого на початку лінії, накочується на роликовий перевантажувач, змонтований біля першого робочого місця. Далі опускають перехідний місток, повертають перевантажувач за допомогою пневмоциліндра й обичайка перекочується по містку на роликоопору першого робочого місця. Потім піднімають перехідний місток, вмикають привід обертання роликоопори, повертають обичайку і встановлюють її стиком нагору, після чого консольним краном заводять вал із дисками в обичайку.
При наявності зсуву крайок, знову вмикають привід роликоопори, повертають обичайку стиком вниз і вирівнюють крайки за допомогою затискного пристрою, що складається з двох кулачків і електропривода, що переміщає кулачки уздовж поздовжнього стику обичайки. У лещатах затискного пристрою з одного торця обичайки прихвачується технологічна планка, що фіксує положення крайки щодо диска, а з іншого торця другий диск прихвачується до обичайки однією прихваткою. Потім кулачки розводять і пневматичним виштовхувачем викочують складений вузол на проміжний накопичувач.
На другому робочому місці виконується обтяжка обичайки по дисках і прихватка. Робоче місце складається з приводної роликоопори, гідравлічного затискного пристрою, змонтованого на порталі, і пневматичного виштовхувача. Технологічний вузол із накопичувача надходить у перевантажувач, змонтований біля другого робочого місця, і далі, через перехідний міст, накочується на роликоопору другого робочого місця. Потім вмикають привід роликоопори і повертають обичайку так, щоб поздовжній стик розташувався на одному з роликів роликоопори. Далі вмикають подачу робочої рідини (оливи) в гідроциліндр подвійної дії затискного пристрою. При цьому ролики, які шарнірно закріплені на штоку циліндра, опускаються і щільно притискають обичайку до роликоопори. У такому положенні робиться перша прихватка обичайки до дисків у зоні поздовжнього стику.