Сторінка
6
Потім вмикають привід роликоопори. При цьому обичайка, обертаючись, підтискається до дисків. Роликоопору вимикають тоді, коли стик розташується на другому ролику роликоопори, після чого робиться друга прихватка дисків до обичайки. Після прихватки видаляють технологічну планку, яка була встановлена на першому робочому місці, і зварюють кінцеві ділянки поздовжнього стику з внутрішньої сторони обичайки. Далі перемикають гідроциліндр і піднімають ролики затискного пристрою, а потім викочують барабан у накопичувач третього робочого місця за допомогою пневматичного виштовхувача.
Для переналагодження робочого місця на різні діаметри барабанів на порталі встановлений електропривод підйому й опускання гідроциліндра.
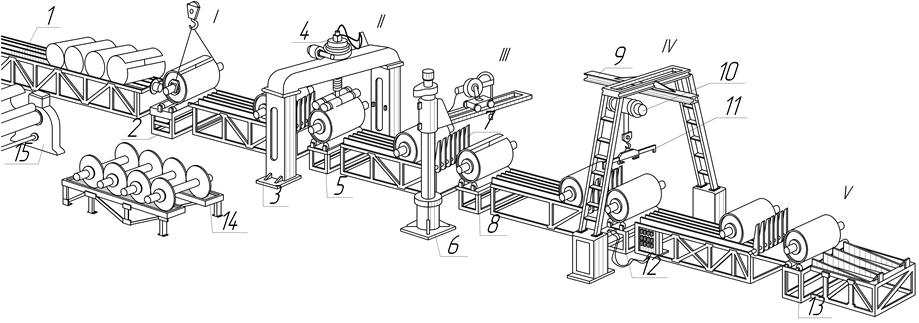
Рис. 8. Схема потокової механізованої лінії виготовлення барабанів стрічкових конвеєрів.
1 – накопичувач; 2 – роликоопора із затискним пристроєм; 3 – портал; 4 – гідроциліндр із притискними роликами; 5 – роликоопора; 6 – колона; 7 - перехідний міст; 8 – роликоопора; 9 – монорейка; 10 – тельфер; 11 – траверса; 12 – роликоопора, що нахиляється; 13 – роликоопора; 14 – складальне місце для валів; 15 – листозгинальні вальці;
I – V – робочі місця.
Третє робоче місце призначене для автоматичного зварювання поздовжнього стику обичайки. Установка для автоматичного зварювання складається з приводної роликоопори, поворотної колони ПК, зварювального апарата і пневматичного виштовхувача.
Складений барабан із накопичувача третього робочого місця надходить на поворотний перевантажувач і за допомогою пневмоциліндра перекочується на перехідний міст і далі на роликоопору третього робочого місця.
Потім вмикають привід роликоопори і повертають барабан стиком нагору, опускають консоль колони, встановлюють зварювальний апарат на початку шва і виконують зварювання стику. Після зварювання пневматичним виштовхувачем барабан перекочується в накопичувач четвертого робочого місця.
Четвертим робочим місцем є зварювальна установка для автоматичного зварювання дисків з обичайкою «у човник». Установка складається з приводної роликоопори, що нахиляється, зварювального напівавтомату, змонтованого на настановному візку, порталу з тельфером і траверсою.
Роликоопора служить для нахилу барабана під кутом до 30 градусів і обертання його з робочою швидкістю зварювання. Нахил роликоопори здійснюється двома пневмоциліндрами. Привід обертання роликоопори складається з електродвигуна постійного струму, редуктора і пари циліндричних шестерень. Швидкість обертання роликоопори регулюється потенціометром, що змінює число обертів електродвигуна. Для запобігання сповзанню барабанів при нахилі, роликоопора оснащена упорним роликом із пневмоциліндром.
У вихідному положенні роликоопора знаходиться в горизонтальному положенні і упорний ролик відведений так, щоб не перешкоджати надходженню барабана з перевантажувача на роликоопору. При цьому візок із зварювальним напівавтоматом також відведений в положення, що забезпечує вільне переміщення барабана на четверте робоче місце. Барабан із накопичувача четвертого робочого місця перевантажувачем накочується по перехідному мосту на роликоопору. Потім вмикається пневмоциліндр упорного ролика і ролик переміщається до зіткнення з диском барабана. Далі нахиляють роликоопору, переміщають візок із напівавтоматом і встановлюють зварювальну голівку на початку шва, вмикають привід обертання роликоопори і зварюють кільцевий шов, що з'єднує диск з обичайкою.
Після зварювання першого кільцевого шва упор і візок із напівавтоматом переміщуються у вихідне положення, а роликоопора повертається в горизонтальне положення. Потім барабан захвачується траверсою, підвішеною на тельфері, піднімається і розвертається на 180 градусів. Далі знову вмикають торцевий упор і нахиляють роликоопору з барабаном, підводять візок із напівавтоматом і зварюють другий кільцевий шов. Після зварювання упор і візок відводять у вихідне положення, роликоопора опускається в горизонтальне положення, барабан захвачується траверсою, піднімається і перевозиться тельфером до накопичувача п'ятого робочого місця.
На п'ятому робочому місці виконується зачищення й оздоблення барабана і контроль якості. Робоче місце обладнане приводною роликовою опорою і пневматичним виштовхувачем.
Лінія охоплює складальні, зварювальні й оздоблювальні операції. Лінія є багатономенклатурною з комбінованим транспортом і послідовним розташуванням устаткування. Лінія практично виключає важку ручну працю складальників, дозволяє механізувати зварювальні роботи, визволити загальний цеховий кран і обслуговуючих його робітників і значно (більш, ніж у 2 рази) скоротити трудомісткість виготовлення барабанів. Особливістю даної лінії є її універсальність і мінімальні витрати часу на переналагодження при переході на виготовлення виробів різних типорозмірів.
Комплексно-механізована лінія складання і зварювання кабін вантажних автомобілів.
Кабіна являє собою складну просторову конструкцію, виготовлену з тонколистової сталі. Для забезпечення механізації процесу складання кабіна розбита на сім основних зварних вузлів (рис. 9.): передня частина 1 кабіни, підлога 2, каркаси боковин 3 (правий і лівий), каркас задньої частини 4, панель задньої частини 5, дах 6.
Рис. 9. Схема кабіни вантажного автомобіля
Лінія (рис. 10, а) складається з двох паралельних складальних гілок (І, ІІ) і однієї зварювальної гілки (III). Кожна складальна гілка складається з двухпозиційної багатоелектродної зварювальної машини 1 і чотирьох послідовно розташованих складальних кондукторів (2-5), з'єднаних поміж собою кроковим візковим конвеєром. Складальні кондуктори обладнані потужними пневматичними затискними пристроями, що забезпечують точність і стабільність геометричних розмірів кабіни. Між усіма робочими місцями знаходяться проміжні позиції 6.
Інші реферати на тему «Технічні науки»:
Матеріально-енергетичні баланси промислового виробництва і шляхи вирішення еколого-виробничих проблем
Термодинаміка — форми енергії і процеси її перетво¬рення в природних і технологічних системах
Проект монтажу засобів автоматизації на верстаті моделі СВА-2
Пристрої для ущільнення стиків, що зварюються
Засоби технологічного оснащення транспортних операцій