Сторінка
1
Допоміжними пристроями зварювальних пристосувань є струмовідводи і повітряпідводи; стопорні, піднімальні й інші пружинні механізми; перевантажувачі, захоплювачі і скидачі деталей (виробів); касети-накопичувачі; бункерні і касетні пристрої для деталей, присадкових дротів, стрічок, порошків, флюсів, пристосування, що утримують флюс і газозахисні пристосування і т.ін.
При зварюванні під флюсом шар флюсу, що засипається на шов, повинний мати висоту не менш 40 мм і ширину 60-80 мм. При зварюванні кутових швів «у човник» (наприклад, при зварюванні таврових і двотаврових балок), флюс утримується в жолобку, утвореному стінками виробу, що зварюється. Якщо конструкція зварюваного виробу не може забезпечити утримання флюсу від просипання, то необхідно застосовувати флюсоутримуючи пристосування. Ці пристосування бувають двох типів:
1) нерухомі огородження, що заздалегідь кріпляться до виробу за допомогою струбцин або інших затискачів, і утворюють необхідний жолоб для флюсу по всій довжині шва;
2) рухливі флюсоутримуючи пристосування, що зв'язані з голівкою і при зварюванні ковзають по виробу.
Як правило, нерухомі пристосування більш надійні в роботі, але трохи громіздкі і вимагають додаткового часу на їхнє установлення. Проте вони одержали досить широке поширення завдяки своїй надійності, а також завдяки тому, що вони не вимагають безперервного відсмоктування флюсу на близькій відстані від дуги.
Для зварювання швів, розташованих на горизонтальній площині, застосовується найпростіше пристосування, що складається з двох рейок, що укладаються вільно на виріб уздовж усього шва.
Для зварювання прямих кутових швів застосовуються такі ж рейки, але їх приходиться закріплювати на виробі за допомогою струбцин, або інших фіксаторів, так, щоб зазори між рейкою і листом не перевищували 2-3 мм, інакше флюс буде висипатися.
Для зварювання кругових швів «у човник», наприклад при зварюванні фланця з обичайкою, можна застосовувати знімні кільця (рис. 1.).
Рис. 1. Флюсоутримуючі кільця для кругового шва.
Ці кільця являють собою обручі зі смугової сталі 1 і 4, до яких прикріплена або закріплена болтами вогнетривка тканина 2. Тканина служить надійним пружним ущільненням, що запобігає просипанню флюса. Зовнішнє кільце 1 кріпиться до фланця за допомогою трьох або чотирьох легких струбцин 3, розташованих по окружності фланця. Внутрішнє кільце 4 вільно вставляється в обичайку і закріплюється в ній за допомогою декількох розпірних гвинтів-барашків 5.
Найпростіше рухливе пристосування складається з двох щік довжиною 300 - 500 мм, розташованих паралельно шву. У найпоширінішому випадку, при зварюванні стикового шва на горизонтальній площині (рис. 14. 2, а) щоки являють собою дві пластини з листової сталі або латуні, що прикріплюються до голівки через ізоляцію і під час зварювання ковзають по виробу. Наявність зазору ![]() між пластиною і виробом у цьому випадку зовсім не порушує роботи пристосування.
між пластиною і виробом у цьому випадку зовсім не порушує роботи пристосування.
Рис. 2. Схема пристосувань для утримання флюсу.
1 – сталева щітка; 2 і 3 – пластини.
Для зварювання кутового шва (рис. 2, б) зазор неприпустимий, і тому бічні пластини оснащені сталевими щітками 1, що створюють необхідне ущільнення. Щітки повинні бути обов'язково спрямовані нагору - до шва.
Іноді конструкція виробу (рис. 2, в, г) дозволяє застосовувати бокові пластини з простим лабіринтовим ущільненням без щіток. Нижня частина такої пластини 2 має спеціальний згин, що і створює лабіринт, запобігаючий висипанню флюсу.
Пластини зі сталевими щітками або лабіринтовим ущільненням можуть застосовуватися при зварюванні прямолінійних і кругових швів.
На рис. 3. представлений варіант використання пристосування по рис. 2, а.
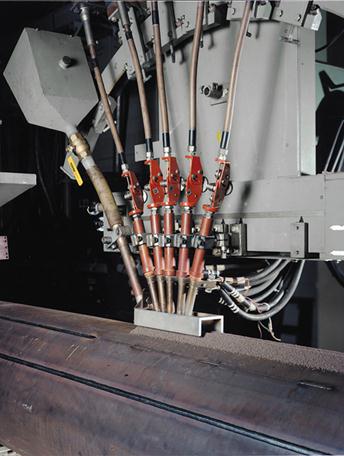
Рис. 3. Використання пристосування для утримання флюсу при зварюванні багатоелектродною голівкою.
При зварюванні поворотних швів труб діаметром 200 - 500 мм застосовують флюсоутримуюче пристосування показане на рис. 4. Воно має дві бокові пластини 3, що утримують флюс із боків, і дві торцеві стінки у вигляді висувних щитків 2, що настроюються на потрібний діаметр труби. Передній щиток має ущільнення з вогнестійкої тканини 4, а задній - виріз для шлакової кірки.
Рис. 4. Пристосування для утримання флюсу
при зварюванні кільцевих швів.
1 – мундштук; 2 – висувні торцеві щитки; 3 - бокові пластини;
4 – вогнестійка тканина; 5 – зсипний патрубок.
Для запобігання пермішування шлакової кірки з незакристалізованим металом, зазор між заднім щитком і поверхнею виробу повинен бути досить великим. Подача флюсу здійснюється через зсипний патрубок 5. Нерозплавлений флюс може вільно висипатись у флюсоприймач, розташований під установкою, або видалятись із зони зварювання флюсоапаратом всмоктуючої дії. Пристосування закріплюють на зварювальній голівці шарнирно з урахуванням положення мундштука 1 з електродом і воно під час зварювання ковзає по поверхні труби.
Інша конструкція аналогічного пристосування представлена на рис. 5.
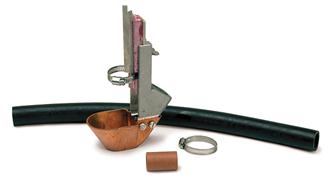
Рис. 5. Пристосування для утримання флюсу при зварюванні.
Пристосування кріпиться до мундштука за допомогою хомутів і забезпечує утримання флюсу під час зварювання.
При зварюванні кругових швів на зварювальних установках із флюсовою апаратурою флюс може просипатися в нижній ящик (флюсоприймач), відкіля потім всмоктуванням подається в бункер флюсоапарата.
Флюсоприймач (рис. 6.), має два всмоктувальні патрубки, що зовні з'єднані в одну трубу. Кінець цієї труби оснащений конічною насадкою, на яку насаджується всмоктувальний гумовий шланг флюсоапарата. Завдяки тому, що труба і шланг знаходяться під вакуумом, забезпечується щільність сполучення шланга з трубою. Патрубки не мають пристрою для регулювання пропорції всмоктуваної суміші повітря з флюсом. Це є недоліком даного флюсоприймача, тому що можливо «захлинання» трубки, або всмоктування чистого повітря (без флюсу).