Сторінка
3
Рис. 7. Установка із мідною підкладкою для зварювання обичайок однобічним поздовжним швом під флюсом.
Рис. 8. Установка для автоматичного зварювання в аргоні тонкостінних обичайок з титанових сплавів.
На рис. 9. зображена установка для автоматичного зварювання поздовжніх швів циліндричних обичайок двостороннім швом. Установка призначена для зварювання обичайок діаметром 800-3900 мм і довжиною до 2400 мм. Установка складається з двох роликоопор 1, двох флюсових подушок 2, підставки 3 із пересувними напрямними 4, зварювального трактора 5 для зварювання внутрішніх швів, велосипедного візка 6 і зварювального трактора 7 для зварювання зовнішніх швів.
Обичайку для зварювання встановлюють на одну з роликоопор, після чого підтискають флюсову подушку до стику обичайки. Для попереднього підйому флюсової подушки включають повітряні циліндри, а потім підтискають флюс до стику за рахунок тиску повітря, подаваного в повітряний шланг, покладений під флюсом. Далі в обичайку вводять напрямні, установлюють трактор 5 на початку шва і зварюють внутрішній шов обичайки. Після зварювання внутрішнього шва опускають флюсову подушку, відводять зварювальний трактор на підставку і пересувають напрямні в другу обичайку, покладену на іншу роликоопору.
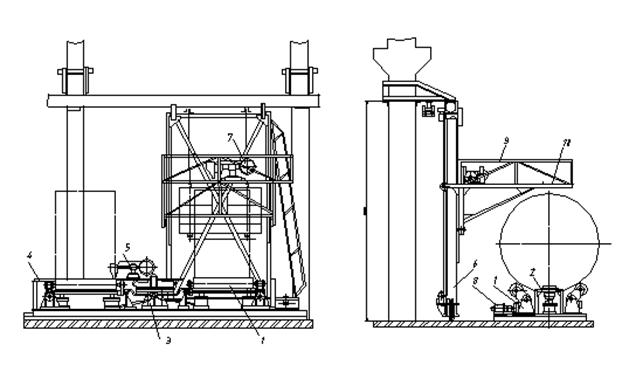
Рис. 9. Установка для двостороннього автоматичного зварювання поздовжніх швів обичайок.
Обичайку зі звареним зсередини швом повертають на 180 градусів за допомогою електропривода 8 роликоопори, підводять самохідний велосипедний візок, опускають балкон 9 і зварюють шов зварювальним трактором 7, що переміщається по напрямним 10. По закінченні зварювання зовнішнього шва велосипедний візок переміщають до другої роликоопори. Зварену обичайку знімають, а на її місце встановлюють наступну.
В установках розглянутого типу застосовуються типові вузли роликових стендів, велосипедні візки і флюсові подушки.
2 - Установки для зварювання кільцевих швів
циліндричних судин.
Такі установки розділяються по двох основних ознаках: по конструкції пристрою для кріплення і переміщення зварювального апарата і по конструкції пристрою для обертання виробів у процесі зварювання кільцевих швів. У залежності від конструкції пристрою для обертання виробів у процесі зварювання існують два основні різновиди установок: із роликовими стендами або обертачами. Найбільше застосування завдяки їхній універсальності, простоті і зручності обслуговування мають установки, оснащені роликовими стендами (обертачами).
При зварюванні виробів невеликої довжини використовуються установки з одностояковими аба двостояковими обертачами. Ці установки широко застосовуються для зварювання патрубків і обичайок із фланцями.
У залежності від конструкції пристрою для кріплення і переміщення зварювального апарата є наступні різновиди установок: із поворотною колоною, із велосипедним, глагольним, або портальним візком. Установки з поворотною колоною застосовуються в тих випадках, коли мають місце невеликі відхилення в розташуванні кільцевих швів, що зварюються, по довжині зварюваних циліндричних виробів. Установки з велосипедними, глагольними або портальными візками застосовуються для зварювання довгих циліндричних виробів із декількома кільцевими швами.
Установки із центровими обертачами
Установка для приварки фланців.
Установка (рис. 10) призначена для приварки фланців до круглих днищ або до обичайок діаметром до 2 м і довжиною до 2 м. Установка компонується з універсального обертача з планшайбою і поворотної колони з горизонтальною штангою, на кінці якої укріплена зварювальна голівка.
Механізм обертання планшайби дає можливість змінювати швидкість зварювання в межах 30 - 120 м/год. для кожного з діаметрів 400 - 2000 мм. Зміна швидкості виконується за допомогою коробки швидкостей і змінних шестерень приводу. Передбачено також переключення на маршову швидкість, рівну 3,9 об/хв.
Планшайба маніпулятора може встановлюватися під будь-яким кутом до горизонту в межах від 0 до 90 градусів, тобто від горизонтального до вертикального положення. Нахил планшайби здійснюється за допомогою приводу, що складається з однієї черв'ячної передачі й однієї зубчастої циліндричної (із сектором). При зварюванні кутових швів «у човник» оптимальним кутом нахилу планшайби є кут у 45 градусів.
Горизонтальна штанга з голівкою може підніматися або опускатися на необхідну висоту за допомогою електропривода, встановленого нагорі колони. Зміна вильоту штанги виконується вручну за допомогою ланцюгової зірочки з тяговим ланцюгом.
Струмопідведення у цьому випадку здійснено за допомогою вільної петлі кабелю.
Для підвищення продуктивності компонувальна схема може містити в собі два пристрої для закріплення й обертання виробу, а можливості поворотної колони дозволяють забезпечити деяку паралельність процесу: поки на одному обертачі виконується зварювання, на другому – встановлюється черговий виріб (рис. 11).
Рис. 10. Установка для приварки фланців до днищ и обичайок діаметром до 2 м.
1 –зварювальна голівка; 2 – планшайба; 3 – висувна консоль; 4 – поворотна колона; 5 – основа колони;
6 – супорт колони; 7 – коробка швидкостей; 8 – флюсоутримуючий пристрій; 9 – проводи і шланг стиснутого повітря; 10 – тяговий ланцюг для зміни вильоту консолі.
Рис.11. Установка для зварювання кругових (кільцевих) швів,
яка скомпонована за системою дубльованих робочих місць:
1 – зварювальні обертачи з нахиленою віссю обертання;
2 – зварювальна голівка;
3 – консоль для закріплення зварювальної голівки;
4 - поворотна колона.
Установка для автоматичного зварювання кільцевих швів.
Установка (рис. 12) призначена для зварювання кільцевих швів виробів діаметром 270 мм. Установка скомпонована з двох центрових двохстоякових обертачів, що працюють по черзі (по системі дубльованих робочих місць).
Обидва кільцевих шва виробу зварюються одночасно двома голівками, підвішеними на загальній каретці 1. При переході зварювальника з одного робочого місця на інше обидві голівки одночасно піднімаються за допомогою важеля 2 і каретка пересувається на інше робоче місце до фіксуючого упора. Вироби подаються й убираються з установки накатом, двома паралельними потоками - по числу робочих місць. Для полегшення установки виробу в центрові шайби кожен обертач оснащений важільним пристроєм 3 з піднімальними роликами, за допомогою яких виріб легко встановлюється на лінію центрів і заправляється в передню бабку обертача. Після цього подається стиснене повітря в пневмоциліндр задньої бабки 4, і виріб фіксується в центрових шайбах.