Сторінка
3
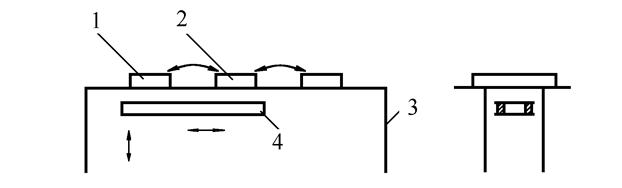
Рис 16. Схема крокового конвейєра із рухомою рамкою
Тут деталі 1 і 2 піднімаються над поверхнею опорного столу 3 і переміщаються на розмір кроку за допомогою рамки 4, що робить рухи в горизонтальній і вертикальній площинах. Взаємне положення деталей при цьому не змінюється.
Широке застосування при виробництві коліс одержали крокові конвейєри штангового типу (рис 17). У таких конвейєрах штанга обладнана підпружиненими упорами.
 Рис 17. Схема крокового конвейєра штангового типу.
Рис 17. Схема крокового конвейєра штангового типу.
Колеса 1 розташовуються на опорних напрямних 2. Штанга 3 робить зворотно-поступальні рухи в горизонтальній площині. Упори 5 упираються в кромки виробу, що переміщається. Під час робочого ходу штанги (на малюнку - праворуч) відбувається переміщення виробів по напрямним на розмір кроку. Під час холостого ходу штанги упори просковзують під поверхнею колеса, стискаючи при цьому пружину 4. Як тільки упор з‘явиться під отвором, пружина розпрямляється і піднімає упор для здійснення наступного переміщення. Такі конвейєри прості, однак швидкість переміщення деталей на них обмежена похибкою положення деталі при зупинці.
Дуже часто подача деталей або вузлів на транспортуючі або інші пристрої повинна здійснюватися поштучно. Схема одного з варіантів такого подавача подана на рис 18. Подавач працює наступним чином. Для скидання деталі (у даному випадку труби) на транспортер повітря подається до діафрагми подавача 1, яка, деформуючись під тиском повітря, піднімає шток 2, зв'язаний із важелем 4.
Рис 18. Схема пневматичного подавача труб на транспортер.
При підйомі важеля труба піднімається вище упора обмежника 3 і по нахиленій площині важеля скочується на транспортер 5. Піднятий кінець важеля перешкоджає просуванню наступної труби. Після виходу повітря з діафрагми важіль опускається і займає початкове положення, а наступна труба накочується на нього до упора.
Іншим прикладом поштучної подачі заготовок у робочу зону може служити накидач секцій труб, поданий на рис 19. Секції труб, що зібрані на прихватках, розташовуються на стелажі 3.
Рис 19. Схема навантажувача секцій труб.
При спрацьовуванні пневматичного підйомника 2 важіль, повертаючись навколо осі на опорі 5, створює нахил із кутом у 5 - 8 градусів, у результаті чого секція труби скочується на роликовий обертач 4, на якому виконується зварювання кільцевого шва. Після припинення подачі повітря, під дією зворотної пружини 1, важіль повертається у вихідне положення, а наступна секція труби накочується на стелаж до упора.
Підвісні конвейєри одержали широке поширення як основний транспортуючий пристрій підприємств серійного і масового виробництва. Перевагами підвісних конвейєрів є просторовість траси, доступність виробу з усіх боків, економія виробничих площ. Одночасно з транспортуванням виробу можуть виконуватись і різні технологічні операції: мийка, очищення, сушіння, фарбування, термообробка та ін. Залежно від характеру кріплення несучої підвіски до тягового елемента конвейєри діляться на вантажонесучі і штовхаючі.
Рис 20. Схема підвісного вантажонесучого конвеєра.
Підвісні вантажонесучі конвейєри мають напрямний шлях 1, по якому рухаються каретки 2, що підтримують тяговий ланцюг 3 і несуть підвіски 4 із вантажами (рис 20). Повороти ланцюга в горизонтальній площині здійснюються за допомогою поворотних шківів, а у вертикальній - за допомогою перегинів напрямного шляху. Траса такого конвейєра стрілок не має.
Підвісний транспорт у вигляді конвейєрів, однорейкових доріг, самохідних візків і тягачів має наступні позитивні особливості: гнучкість траси в горизонтальній і вертикальній площинах і легку пристосованість її до можливих змін технологічного і виробничого процесу; можливість подачі вантажів безпосередньо до робочих місць; безперевантажувальне переміщення вантажів як усередині, так і між цехами і корпусами; можливість створення на конвейєрах рухливих запасів деталей замість проміжних складів, які займають велику виробничу площу; можливість застосування автоматичного і дистанційного керування.
Найбільш розповсюдженими видами підвісного транспорту є підвісні конвейєри, які можна розділити на вантажонесучі (рис. 21,а), штовхаючі (рис 21,б) і вантажотягнучі або вантажоведучі (рис 21, в). Застосовуються також комбіновані конструкції конвейєрів – несучо-штовхаючі і несучо-тягнучі.
Підвісні вантажонесучі конвейєри мають напрямний шлях 1, по якому рухаються каретки 2, що підтримують тяговий ланцюг 3 і несуть підвіски 4 із вантажами (рис 21).
Рис 21. Типи підвісних конвеєрів.
Основні параметри стандартних вантажонесучіх конвейєрів: вантажопідйомність кареток 2500, 5000 і 8000 Н, що дозволяє транспортувати вантажі вагою до 20 кН (при підвішуванні на чотири каретки); діапазон швидкостей 0,3 – 31,5 м/хв
Підвіски конвейєра можуть завантажуватися і розвантажуватися вручну, напівавтоматично й автоматично. Напівавтоматичне завантаження здійснюють на ділянках спуску і підйому шляху конвейєра (рис 21,а). Гак, стропи, важильний захват або обойму підвіски робітник вручну зачіпляє за вантаж, що лежить на роликовому столі (накопичувачі). Конвейєр відриває вантаж від столу на підйомі шляху. Аналогічними діями конвейєр розвантажують.
Рис 22. Завантаження підвісок роликового конвейєра на дільниці вертикального перегина шляху.
Перегини шляху у вертикальній площині використовують і для автоматичного завантаження, застосовуючи підвіски з вильчастою основою, нахиленою на 2 - 3 градуси убік задньої стінки (рис 22,б). По роликовому конвейєрі 1 вантажі подаються на гребінчастий роликовий стіл 2, що виконує роль накопичувача. На ділянці підйому шляху вилка 3 лапами вильчастої основи заходить між роликами завантажувального столу і, поднімаючись, захоплює лежачий на ньому вантаж.
Підвісний штовхаючий конвейєр (рис. 23) має замкнутий ланцюг 1 з постійно прикріпленими до нього опорними каретками 2, що рухаються по верхньому (тяговому) ходовому шляху 3 за допомогою приводу 4. До кареток (або до ланцюга між каретками) прикріплені штовхальники 5, що переміщають візок 6 з підвісками 7 по вантажному шляху 8. Вантажний візок з основного приводного шляху може переходити на допоміжні приводні і неприводні шляхи за допомогою стрілок 9. По допоміжних шляхах візки можуть рухатися за допомогою ланцюгових або штангових механізмів або ж допоміжних конвейєрів 10, а також вручну або самоходом по шляхах 11 з ухилом. Переведення стрілок здійснюється автоматично за допомогою зчитуючих пристроїв 12 автоматичного адресування або вручну. Передача візків з одного рівня (по висоті) на іншій може здійснюватися за допомогою вертикального перегину приводного шляху з похилою ділянкою або за допомогою відрізка шляху, що переміщується у вертикальній площині і називається опускною секцією 13. Перед робочими місцями, у місцях завантаження і розвантаження, на опускній секції, при передачах з конвейєра на конвейєр візок може бути відключений від штовхальника ланцюга і зупинений за допомогою останова 14.
Інші реферати на тему «Технічні науки»:
Феномен людини як гомоцентричний компонент волюнтаризму в природі
Матеріально-енергетичні баланси промислового виробництва і шляхи вирішення еколого-виробничих проблем
Компонування установок для автоматичного зварювання
Номенклатура речовин і стехіометрія
Охорона праці та техніка безпеки при ремонті та обслуговуванні автомобілів. Основні небезпечні та шкідливі фактори при ремонті та обслуговуванні автомобілів