Сторінка
1
Підготовка до зварювання.
Раковини і жужільні включення цілком віддаляються чи вирубкою свердлінням. Тріщини, що підлягають заварці, вирубуються з обробленням; невирубаним залишається притуплення в 3 - 6 мм. Якщо обсяг металу, що підлягає наплавленню, великий і перевищує 60 див, то місце, призначене до зварювання, повинне бути заформовано так, щоб можна було забезпечити заповнення цієї частини ванни рідким чавуном. Формування виконують графітовими чи пластинами формувальним піском, замішаним на рідкому склі. Формування повинне виключити можливість витікання рідкого металу з ванни (мал. 2). Обсяг розплавленої ванни повинний забезпечувати можливість підтримки її в рідкому стані.
Після заварки однієї секції і затвердіння завареної ділянки вставка виймається.
Приладдя та інструмент зварювання.
Для затиснення електрода і підведення до нього зварювального струму служить електродотримач. Більш досконалими є електродотримачі з пружинами (мал. 1); застосовують також гвинтові, пластинчасті, виделкові й інші типи електродотримачів.
Відповідно до ДЕРЖСТАНДАРТУ 14651-78Е, електродотримачі випускають трьох типів у залежності від сили зварювального струму: I тип - для струму 125 А; II типу—125 —315 А; III типу - 315 — 500 А. В усіх типах електродотримач повинен витримувати без ремонту 8000 затисків електродів. Час зміни електрода не повинен перевищувати 4 с.
Щитки виготовляють відповідно до ДЕРЖСТАНДАРТУ 12.4.035 — 78 з легких і неспалених матеріалів (спецпластмасс). Маса ручного щитка не повинна перевищувати 0,48 кг, на-головного — 0,50 кг.
Захисні стекла (світлофільтри) призначені для захисту очей і шкіри обличчя від променів дуги, бризів металу і шлаку. ДСТ 12.4.080-79 передбачає 13 класів (номерів) світлофільтрів при зварюванні на струмах від
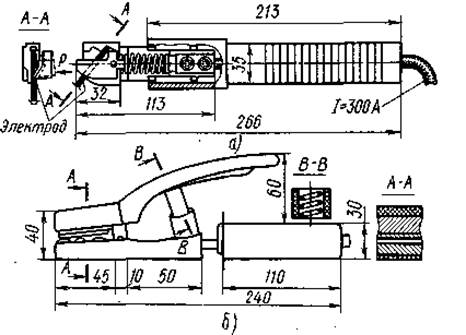
Рис. 1. Типи електродотримачів із пружиною:
а — подовжньої, б — поперечної
5 до 1000 А. Номер світлофільтра підбирають у залежності від струму, складу металу, що зварюється, виду дугового зварювання, що розрізняється способом захисту зварювальної ванни від дії газів повітря й індивідуальних особливостей зору зварника. Зварювання покритими електродами при струмі 100 А виконуються зі світлофільтром З5; 200 З6; 300 З7; 400 З8; 500-600 З9 і т.д. При зварюванні електродом важких металів, що плавиться, в інертному газі користаються світлофільтром на номер менше, а легких металів — на номер більше в порівнянні зі світлофільтром при зварюванні покритими електродами. Шлангове зварювання в Соз при струмі 50—100 А виконуються зі світлофільтром З1; 100— 150 А — З2; 150-250 А-СЗ; 250-300 З4; 300-400 З5 і т.д.
Розмір світлофільтра 52 ? 102 мм. Світлофільтр вставляють у рамку щитка. Світлофільтр захищають від бризів зовні звичайною шибкою. Прозоре скло змінюють у міру забруднення.
Кабелі і зварювальні провода служать для підведення струму від джерела живлення до електродотримача і виробу. Електродотримачі приєднують до гнучкого з мідними жилами кабелю ПРГД чи ПРГДО (ДСТ 6731-77 Е). При відсутності значних механічних впливів можна використовувати кабель АПРГДО з алюмінієвими жилами. Мідний кабель ПРГД може протистояти впливу ударних навантажень, а також тертю об металеві конструкції, абразивні матеріали. Мідний кабель ПРГДО й алюмінієвий АПРГДО не можуть піддаватися значному механічному впливу. Довжина гнучкого кабелю, до якого приєднується електродотримач, звичайно дорівнює 2 —3 м, інша частина його може бути замінена кабелями марок КРПТ, КРПТН, КРПГ, КРПС, КРПСН із мідними жилами й АКРПТ, АКРПТН з алюмінієвими жилами (ДСТ 13497-77Е). Кабель марки КПРС має підвищену гнучкість і може в процесі роботи піддаватися значним ударним навантаженням. Кабель різних марок з'єднують муфтами, чи пайкою мідними наконечниками і болтами.
Провід, що з'єднує виріб, що зварюється, із джерелом живлення, може бути менш гнучким і більш дешевим. У цьому випадку застосовують провід марки ПРГ (ДСТ 20520-80).
Для приєднання до виробу, що зварюється, провід часто постачають швидкодіючим затиском, виготовленим з електропровідного металу (міді, бронзи). Затиски можуть бути пружинного чи гвинтового типу (мал. 2). Проводом від джерела харчування до виробу може служити алюмінієва чи сталева шина, покладена в дерев'яному кожусі.
Перетину мідних проводів (жив) вибирають по встановлених нормативах для електротехнічних установок 5 — 2 А/мм2 при струмі 100-300 А.
Одяг зварника (костюм і халат) шиється з брезентової парусини, іноді зі спеціальної (плівкової) тканини. Штани надягають поверх взуття для запобігання ніг від опіків гарячими недогарками, що утворяться при зміні електродів, і бризами металу. Одяг із прогумованого матеріалу не застосовується, тому що легко пропалюється нагрітими частками металу. Усі зварники повинні користатися брезентовими рукавицями. При виконанні зварювальних робіт усередині замкнутих судин (казанів, емкостей, резервуарів і ін.) зварників забезпечують гумовими ковриками, галошами, особливими наколінниками, підлокітниками і дерев'яними підставками.
Адміністрація підприємства зобов'язана стежити за тим, щоб робітники обов'язково користалися засобами захисту і не виносили їх за межі підприємства. Засоби захисту зберігають у спеціальних приміщеннях.
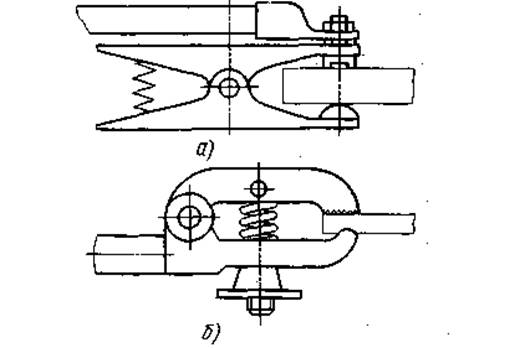
Рис. 2. Затиски для приєднання зварювального проводу до виробу, що зварюється: а — пружинний, б — гвинтовий
1 2