Сторінка
1
Наявність системи транспортуючих пристроїв, що виключає або зводить до мінімуму використання ручної праці, є невід'ємною частиною комплексної механізації й автоматизації будь-якого виробництва.
Наявність транспортуючих пристроїв є обов'язковою умовою компонування робочого місця при виконанні будь-якої технологічної операції. При цьому правильний вибір транспортуючих пристроїв і пристосувань може зіграти істотну роль у комплексній механізації робочого місця.
У зварювальному виробництві роль механізації транспортних операцій досить велика, оскільки витрати праці на нераціональне транспортування виробів можуть виявитися навіть більшими, ніж на операції зварювання. Крім того, вантажно-розвантажувальні операції відносяться до категорії важких, особливо якщо маса вантажу перевищує 200-250 Н, що в зварювальному виробництві зустрічається дуже часто.
Ефективність використання засобів технологічного оснащення транспортних операцій досягається тоді, коли вони відповідають характеру виробництва, типу виробів, що випускаються, їхнім розмірам, масі та ін.
У дрібносерійному виробництві транспортування заготовок, деталей, вузлів і готових виробів здійснюється, як правило, за допомогою мостових кранів, автонавантажувачів і самохідних візків.
Для листових елементів великої довжини ефективним є використання вакуумних захватів, розміщених на жорсткій траверсі (рис 1, б). Необхідний ступінь вакуумування (не більш 10 - 50 кПа) створюється інжектором від мережі стиснутого повітря. Швидкодія такого захвату вимірюється секундами, а запас вантажопідіймності, що забезпечує утримання вантажу протягом декількох хвилин після вимикання насоса, вигідно відрізняє їх від електромагнітних захватів. Водночас, вакуумні захвати непридатні при відсутності суцільності деталі, що захвачується.
Для подачі листових заготовок із проміжного складу до робочого місця, як додаток до кранового устаткування, використовуються самохідні портали (рис. 3.1, а). Контейнери з заготовками подають мостовими кранами і встановлюють між рейками порталу.
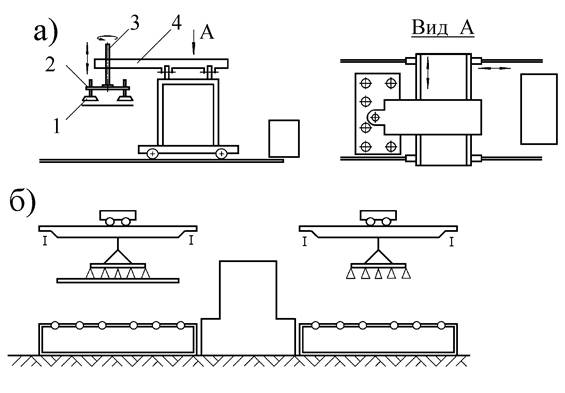
Рис 1. Варіанти транспортування плоских листів
а) самохідним порталом;
б) вакуумними підвісками на траверсах.
Захвачування листів здійснюється за допомогою вакуумних захватів 1, розташованих на траверсі 2. Траверса закріплена на візку 4, що переміщається по напрямним порталу поперек напрямку його руху. Зазвичай траверсу встановлюють на поворотній колоні 3 для розширення можливостей порталу.
Механізацію підйому і подачі листового матеріалу до місця складання можна здійснити, застосувавши вакуумний пристрій, зображений на рис 2.
Пристрій (вакуумний схват) складається з ежектора 1 і двох вакуумних голвок чашеподібної форми 2, змонтованих на рамі 3, поворотної траверси 4, регулятора тиску 5 і пружинного амортизатора 6.
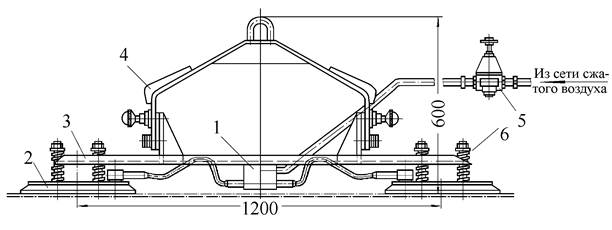
Рис.2. Вакуумний схват.
Вакуумний пристрій працює наступним чином. Після розміщення пристрою на поверхні листа, вмикається ежектор, за допомогою якого створюється різниця тисків усередині й зовні вакуумних головок 2, у результаті чого відбувається надійне прихоплення пристрою до листа. Для забезпечення постійного тиску повітря у 0.3 МПа до ежектора, на відгалуженні від загальної магістралі встановлюється регулятор тиску, який відрегульований на 0.3 МПа.
Розрахункова вантажопідйомність однієї вакуумної головки при горизонтальному розташуванні вантажу - 3800 Н. Допустима вантажопідйомість усього пристрою при коефіцієнті безпеки, рівному 4 складає: при горизонтальному розташуванні вантажу – 2000 Н; при вертикальному розташуванні вантажу – 500 Н.
Власна вага пристрою 340 Н, габарити - 1510 х 580 х 600 мм.
Портал для транспортування листів у вертикальному положенні (рис 3.) складається з портальной рами 1 і двох незалежних траверс 2. На кожній траверсі розміщено десять вакуумних захватів 3 діаметром 300 мм. Розрідження до 500 мм рт. ст. у вакуум-захватах створюється вакуумною установкою 4 із двома вакуум-насосами типу ВН-1МГ.
Рис 3. Портал для транспортування листів у вертикальному положенні.
1 – портальна рама;
2 – траверса;
3 – вакуумний захват;
4 – вакуумна станція.
Кожна траверса має вертикальне і горизонтальне (поперечне) переміщення по 220 мм, яке здійснюється гідроциліндрами. Завдяки шарнірній підвісці траверси можуть повертатися на невеликий кут у поперечній площині, що уможливлює захоплення листів із похилого положення і полегшує їхню установку при складанні. Приводи всіх механізмів пересування порталу вакуумної установки і гідростанції - електричні. Портал перевозить листи вагою до 4000 Н і розміром до 6000 х 1300 мм. Одночасно можна перевозити два листи (по одному кожною траверсою) із швидкістю 36 м/хв.
Обов'язковою операцією практично в будь-якій транспортній системі є операція перевантаження заготовки на паралельний транспортний шлях. У ряді випадків при цьому потрібно змінити положення заготовки.
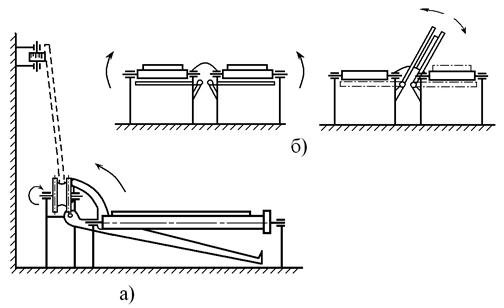
Рис 4. Варіанти зміни положення листів при транспортуванні
а – кантування на 90 градусів;
б – кантування на 180 градусів.
На рис 4., а подана схема перевантаження листових елементів на паралельний конвейєр з одночасним кантуванням на 90 градусів, а на рис 4.,б - із кантуванням на 180 градусів.
Робочі місця часто обладнують столами з опорами у вигляді головок із збірних роликів (рис 5.). Голівка складається з набору бочкоподібніх роликів 1, розміщених на осях 2.
|
|
Рис 5. Голівка роликова. 1 – бочкоподібний ролик; 2 – вісь обертання ролика; 3 – хрестоподібний корпус; 4 – вісь обертання корпусу. |
Можливість обертання бочкоподібних роликів навколо своєї осі дозволяє переміщати лист у поздовжньому напрямку. При цьому ролики змонтовані в хрестоподібному корпусі 3, який має власну вісь обертання 4, що дозволяє, за рахунок обертання всього хрестоподібного корпуса, переміщати лист у поперечному напрямку. Такі опори забезпечують також і поворот листа за рахунок обертання бочкоподібних роликів.
Широке поширення одержали універсальні конвейєри, які орієнтовані на транспортування широкої гами заготовок, деталей і вузлів. На рис 6. подана схема пластинчастого конвейєра. Два паралельних тягових втулочно-роликових ланцюгів 1 приводяться в рух двома зірочками, посадженими на загальному валу. Опорні котки 2 ланцюгів переміщаються по елементах опорної конструкції 3.