Сторінка
7
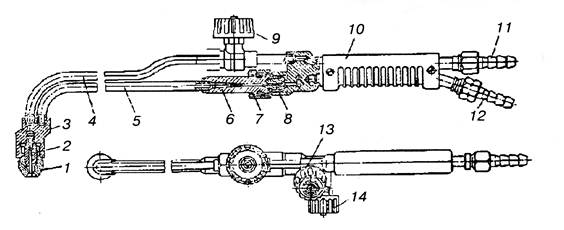
Різаки Р2А-01 і РЗП-01:
1,2 – мундштуки, 3 – головка, 4 - труба для подачі ріжучого кисню, 5 – труба для подачі горючої суміші, 6 – змішувальна камера, 7 – накидна гайка, 8 – інжектор, 9 – вентиль ріжучого кисню, 10 – ствол, 11 – ніпель кисню, 12 – ніпель ацетилену або горючого газу, 13 – вентиль кисню, 14 – вентиль ацетилену або горючого газу.
Машинні різаки використовуються для обладнання машин кисневого різання і конструктивно відрізняється формулою головки, кількістю вентилів, габаритами та ін. залежно від принципу утворення газової суміші для підігрівного полум’я поділяються на: інжекторні з аналогічною схемою змішування газів як і універсальні різаки Р2А – 01 і Р3П – 01; рівного тиску – гази подаються у змішувач під однаковим тиском через центральні й бокові канали головки; внутрішньо соплового змішування – суміш утворюється не в змішувачі, а в вихідних каналах мундштуків.
Різаки рівного тиску і внутрішньо соплового змішування більш стійкі, ніж інжекторні проти хлопків і зворотних ударів полум’я. Вони надійніші в роботі й забезпечують стабільний склад підігрівного полум’я, але потребують підвищеного тиску горючого газу на вході в різак.
Машинні різаки працюють на ацетилені й газах – замінниках ацетилену.
1.6. Охарактеризуйте таку властивість матеріалів як вогнестійстійкість.
Вогнестійкість – це здатність конструкцій, матеріалів затримувати поширення вогню, виражене в годинах.
Всі будівлі і споруди за вогнестійкістю поділяють на 5 ступенів. Ступінь вогнестійкості залежить від вогнетривкості та займистості будівельних конструкцій, а також від межі поширення вогню по цих конструкціях.
У будівлях 1-го ступеню вогнестійкості – всі конструктивні елементи неспалимі, з високою межею вогнестійкості(1.5-3 год.).
У будівлях 2-го ступеню вогнестійкості – також не горючі, але з меншою межею вогнестійкості(0.5-2.5 год.).
У будівлях 3-го ступеню вогнестійкості – будови, які мають основні несучі конструкції не горючі, а не несучі(міжповерхові й перекриття на горищі), важко горючі(0.25-2 год.).
У будівлях 4-го ступеню вогнестійкості – будови, які мають всі конструкції важко спалимі(0.25-0.5 год.).
У будівлях 5-го ступеню вогнестійкості – всі конструкції горючі.
Багато неорганічних матеріалів хоч і не горять, але мають порівняно не велику термічну стійкість.
Наприклад: вапняки і мармур руйнуються при t 300-400°С, шифр і азбестоцементні виробі при t 300°С втрачають воду і стають крихкими, а при t 600°С при попаданні на них води – розтріскуються.
2.1. Вибрати необхідні електроди для зварювання вузла, що зображено на кресленні.
Електродом для дугового зварювання називають металевий або не металевий стержень для підведення струму зварювальної дуги.
Електрод являє собою стержень круглої форми, по всій поверхні покритий обмазкою.
Обмазка електрода захищає зварювальну ванну від попадання в неї повітря, азоту та інших шкідливих газів які містяться в повітря. Обмазка електрода стабілізує горіння дуги та легує метал шва.
Для зварювання даного зварного вузла що зображено на кресленні я використовую електроди марок Э – 34, Э – 42, Э – 42 А, Э – 46, Э – 46 А. діаметр якого 4 мм. для зварювання вуглецевих сталей яких містяться вуглецю до 0,25%. Зварювання можна проводити як і на змінному так і постійному струмі, на прямій полярності. Зварювання цими марками електродів можна проводити в різних просторових положень.
2.1. Вибрати режим зварювання.
Режими зварювання – це сукупність різних факторів зварювального процесу, які забезпечують стійке горіння дуги і одержання швів заданих розмірів, форми та якості. До таких факторів відносяться: діаметр електрода, сила зварювального струму, тип і марка електрода, напруга на дузі, рід і полярність зварювального струму, швидкість зварювання, розташування шва у просторі, попередній підігрів і наступна термічна обробка.
Діаметр електрода встановлюються залежно від товщини зварювального металу ( табл.1 ), типу зварного з’єднання, розташування шва у просторі, розмірів деталі й складу зварного металу.
Таблиця 1
Вибір діаметра електрода залежно від товщини металу
|
Товщина зварювального металу, мм |
1, 5 |
2 |
3 |
4 -5 |
6 -8 |
9 - 12 |
13 -15 |
16 - 20 |
|
Діаметр електрода, мм |
1,6 |
2 |
3 |
3 -4 |
4 |
4 -5 |
5 |
5 і більше |
Для зварювання вертикальних, горизонтальних і стельових швів, незалежно від товщини металу, застосовують електроди діаметром до 4 мм, оскільки при цьому легше запобігти скапуванню рідкого металу.
Зварювальний струм установлюється залежно від вибраного діаметра електрода. Для зварювання в нижньому положенні шва його приблизно можна визначити за формулою:
Iзв = К dе,
де Iзв – сила зварювального струму, А; К – коефіцієнт пропорційності, який залежить від типу електрода і його діаметра, А/мм
|
Товщина зварювальних листів, мм |
Діаметр електрода, мм |
Тип шва |
Сила зварювального струму, А |
|
Горизонтальне | |||
|
4 |
4 |
Односторонній |
130 - 170 |