Сторінка
2
Зварювальним постом називаються робоче місце зварника, обладнане всім необхідним для виконання зварювальних робіт. Зварювальний пост укомплектовують джерелом живлення (трансформатор, випрямляч), зварювальними кабелями, електродотримачем або пальником, пристосовуваннями, інструментами, засобами захисту.
Зварювальні пости можуть бути стаціонарні й пересувні.
Стаціонарні пости – це відкриті зверху кабіни для зварювання виробів невеликих розмірів. Каркас кабіни висотою 1800 - 2000 мм виготовляють із сталі. Для кращою вентиляції стіни кабіни піднімають над підлогою на 200 – 250 мм. Їх виготовляють із сталі, азбестоцементних плит, інших негорючих матеріалів і фарбують вогнетривкою фарбою (цинкові, титанові білила, жовтий крон), яка добре поглинає ультрафіолетові промені зварювальної дуги. Дверний проміжок закривають брезентовою ширмою. Підлогу роблять з бетону, цегли, цементу.
Кабіни повинні освітлюватись денним і штучним світлом і добре провітрюватись. Для роботи сидячи, використовують столи висотою 500 – 600 мм, а при роботі стоячи – близько 900 мм. кришку стола площею 1 м² виготовляють із сталі товщиною 15 – 20 мм або з чавуну товщиною 25 мм. До стола під′єднують струмопровідний кабель від джерела живлення. Поряд із столом розміщують кишені для електропроводів, інструменти ( молоток, зубило, сталева щітка тощо) й технологічну документацію. Для зручності при зварюванні встановлюють металеве крісло з діелектричним сидінням. Під ногами має бути гумовий килимок, а все обладнання кабіни надійно заземлене.
Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках, або в приміщенні цехів. Джерела живлення зварювальних постів повинні бути заземлені і підключені проводами до щита управління кабелем.
Інструменти та приладдя електрозварника
Зварювальні пости комплектують джерелом живлення, електродотримачем, зварювальними проводами, щитком з світлофільтрами, різними інструментами для зачищання й вимірювання та іншим приладдям.
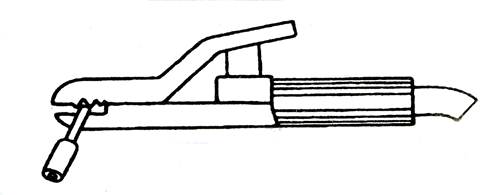
Електродотримач – це пристосовування для закріплення електродів і підведення до них струму.
— пасатижні — ЭП – 2 ( 250 А ), ЭП – 3 ( 500 А ), ЭД– 1201 ( 125 А ), ЭД – 3102 ( 315 А ), ЭД – 5001 ( 500 А );
Електродотримачі мають відповідати таким вимогам:
—забезпечувати надійне затискання електродів;
—допускати затискання електрода не менше ніж у двох положеннях;
—перпендикулярно та під кутом не менше 1150 до осі електрода;
—забезпечувати швидку й легку зміну електродів;
—струмоведучі частини повинні бути надійно ізольовані від випадкового дотику із зварюваними виробами або руками зварника;
—опір ізоляції має бути не менше 5 МОм;
—рукоятка має бути виготовлена з ізолюючого матеріалу довжиною не менше 120 мм;
—поперечний переріз рукоятка повинен вписувати у коло діаметром не більше 40 мм.
Застосовування саморобних електродотримачів забороняється.
Електродотримачі повинні витримувати без ремонту 8 тис. затискань.
Проводи (кабелі) признані для з’єднання електродотримачів (пальників) із джерелом живлення та підведення зварювального струму. Використовують гнучкі проводи з мідним або алюмінієвим жилами й гумовою ізоляцією марок РГД, РГДО, РГДВ, КРПГН, КРПТН, КРПСН, ПРН. Довжина кабелю при монтажних роботах може становити 40 – 50 м, але в таких випадках буде значний спад напруги. Допустимими вважається спад напруги до 4 В. Якщо спад наруги більший за допустимий, то джерело живлення наближають до місця зварювання або збільшують переріз зварювального проводу.
Переріз кабелів вибирають залежно від сили зварювального струму із розрахунку 5 – 7 А/мм²(табл.1). Кабель складається з великої кількості відпалених мідних дротів діаметром 0,18 – 0,20 мм та буває одно і двожильний.
Таблиця 1
Площа поперечного перерізу зварювальних проводів
|
Сила струму, А
|
Площа перерізу провода, мм²
| |
| одинарного | подвійного | |
| 125 | 25 | - |
| 315 | 50 | 2x16 |
| 500 | 70 | 2x25 |
Зменшення перерізу кабелю призводить до перегрівання й швидкого руйнування ізоляції.
Для з’єднання частин зварювальних кабелів між собою використовують сполучні муфти марок МС – 2, МСБ -2, М – 315, М – 500 та ін. Для нероз’ємного з’єднання кабелів застосовують з’єднувачі типу ССП – 2. До джерела живлення кабель можна підключити через приєднувальну муфту МС- 3. Зворотний кабель приєднують клемами заземлення типу КЗ – 2 та КЗП-12. Зворотним проводом можуть служити сталеві шини, зварювальні плити, стелажі й сама конструкція, якщо їх переріз забезпечує безпечне за умовами нагрівання проходження зварювального струму. Окремі елементи, які використовуються в якості зворотного проводу, повинні бути з’єднанні між собою болтами, струбцинами або затискачами. При проведенні зварювальних робіт у пожежо – і вибухонебезпечних приміщеннях зворотний провід від виробу до джерела живлення має бути тільки ізольованим. Не допускається з’єднання проводів на скрутках. В обертових виробах для підєднання зворотного кабелю використовують ковзний контакт. Довжина проводів між живильною мережею і пересувними зварювальними агрегатами не повинна перевищувати 10 м. Проводи (кабелі) слід захищати від механічних пошкоджень, контакту з водою, маслами, сталевими канатами, шлангами з горючими і газами і гарячими трубопроводами.