Сторінка
3
Для зварювання конічних барабанів, або східчастих циліндричних, набраних з обичайок різних діаметрів, необхідно враховувати, що на різних діаметрах окружна швидкість різна, тому роликові обертачі, скомпоновані по рис. 5 і 6. непридатні. Для цих цілей роликові стенди виконують відповідно до рис. 9. Такі роликові обертачі мають тільки два ведучі ролики, розташованих в одній поперечній площини. Інші ролики – холості. Для виключення осьового переміщення виробу в процесі обертання, обертач оснащений упорним торцевим роликом.
Рис. 9. Роликовий обертач для конічних конструкцій.
Роликові обертачі складаються з рядів роликоопор (холостих і приводних), змонтованих на загальній рамі. Кількість роликоопор визначається габаритами виробу. Типова компонувальна схема роликового обертача представлена на рис. 10.
Рис. 10. Типова компонувальна схема роликового обертача.
1 – станина;
2 – редуктор привода;
3 – приводна роликоопора;
4 – муфта;
5 – поздовжній вал;
6 – холоста роликоопора.
Для зварювання габаритних циліндричних виробів роликовий обертач компонується відповідно до рис. 11. Усі приводні роликоопори зв'язані поздовжнім валом.
Рис. 11. Роликовий стенд для зварювання сосудів.
Для обертання виробів із центром тяжіння, зміщеним від вісі, застосовуються стенди з приводними опорами, розташованими по обох сторонах від вісі обертання виробу. Якщо при цьому стенд має один привод, то обертання на приводні опори, що розташовані з іншої сторони від вісі стенду, передається через поперечний вал. Типові роликові стенди компонуються з роликоопор діаметром 270 мм з допустимим навантаженням 7000 Н іроликоопор діаметром 410 мм із навантаженням 9000 Н. На рис. 12. зображена приводна роликоопора з редуктором, що допускає навантаження 9000 Н. Роликоопора складається з литого стояка 1, на якому в двох підшипниках розміщений вал 2 із роликом 3. Стояк виготовлено як одне ціле з корпусом черв'ячного редуктора 4.
Черв'ячний вал 6 з'єднаний муфтою 5 із вихідним валом приводу, а кінці вала 2 - із сполучними валами, що передають обертання іншим приводним опорам. Вал 2 може мати один або два вихідних кінця, залежно від розташування приводних опор та їх кількостї . При установці приводних опор по обидва боки від поздовжньої вісі виробу черв'ячний вал 6 має другий вихід для з'єднання з поперечним сполучним валом. Інші приводні опори стенда (безредукторні) відрізняються від вищеописаної відсутністю черв'ячного редуктора і, відповідно, меншою шириною стояка. Для збільшення зчеплення з виробом ролики обладнані гумовими шинами.
На рис. 12. представлена конструкція стандартної уніфікованої приводної редукторної роликоопори.
Рис. 12. Приводна редукторна роликоопора.
1 – черв'ячний редуктор; 2 – вал ролика;
3 – вантажна шина (зі спецгуми); 4 – ролик; 5 – черв'як.
На рис . 13. зображена типова холоста роликоопора.
Рис. 13. Холоста роликоопора.
З міркувань уніфікації вісь холостої роликоопори робиться обертовою, тому що в приводних роликоопорах, з'єднаних загальним валом, інша система неможлива.
Дуже часто роликові стенди використовуються для зварювання кільцевих швів конічних виробів. У цьому випадку опори, встановлені на великому діаметрі виробу як правило – приводні, опори на малому діаметрі – холості.
Для невеликих конструкцій застосовують перекидні холості роликоопори (рис. 14.). Їхня перевага полягає в можливості швидкого перенастроювання на інший діаметр.
Рис. 14. Холоста роликоопора перекидна.
1 – підстава;
2 – вісь ролика;
3 – гумова вантажна шина;
4 – ролик;
5 – вісь шарніра;
6 – фіксатор.
Для важких виробів використовуються роликоопори важкого типу.
Загальний вигляд роликового обертача в робочому стані з розташованим на ньому зварним виробом представлений на рис. 15. Обертач забезпечує обертання виробу зі зварювальною швидкістю за рахунок сил тертя між поверхнею виробу і приводними роликоопорами. Роликоопори приводяться в рух за допомогою електродвигуна через редуктор і загальний приводний вал, який з’єднує всі приводні роликоопори.
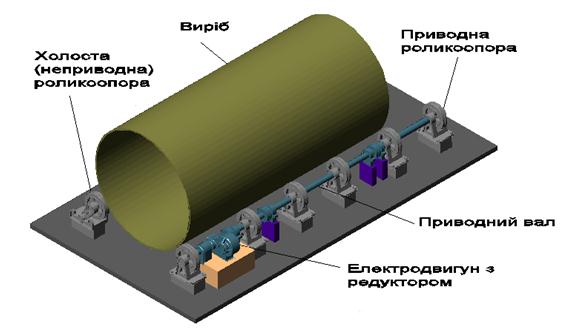
Рис. 15. Роликовий обертач (кантувач) у робочому стані.
Неприводні (холості) роликоопори виставлені в один ряд і мають можливість переміщуватись у залежності від діаметру виробу. Вони не з'єднуються валом і обертаються незалежно одна від одної. Для поліпшення зчеплення з поверхнею виробу ролики оснащені вантажними шинами із спеціальної гуми. Загальний вигляд роликового обертача представлений на рис. 16.
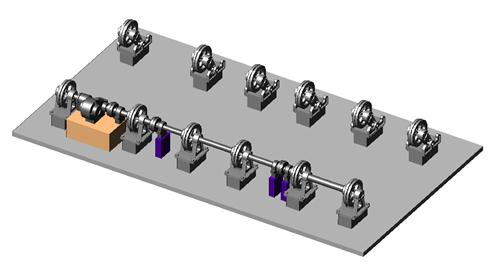
Рис. 16. Загальний вигляд роликового обертача.
Для легких виробів невеликого діаметру застосовуються важільні роликоопори. На рис. 17. зображена секція з такими роликоопорами.