Сторінка
1
Найбільш сприятливою умовою формування звареного шва є нижнє положення. При зварюванні кільцевих швів нижнє положення шва можна забезпечити шляхом обертання виробу при нерухомому зварювальному апараті. Такі шви називають поворотними. Для обертання виробу зі зварювальною швидкістю при автоматичному зварюванні застосовують зварювальні обертачі. У випадку значних габаритів виробу обертач виконують двостояковим. У цьому випадку передня приводна опора забезпечує обертання виробу, а друга опора – неприводна (холоста) служить для підтримування виробу в необхідному просторовому положенні в процесі обертання.
На рис. 1. представлений загальний вигляд передньої приводної стійки.
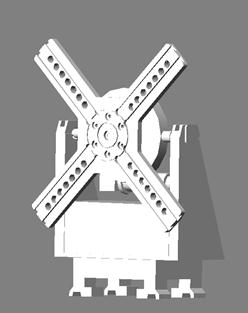
Рис. 1. Загальний вигляд передньої приводної стійки
горизонтального обертача.
При зварюванні довгих виробів обертач комплектується задньою неприводною (холостою) стійкою (рис. 2.).
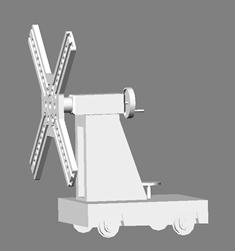
Рис. 2. Задня неприводна стійка.
Задня стійка встановлюється на платформі і може переміщуватись по рейковому шляху. Фіксація стійки в потрібному місці здійснюється стопорним механізмом. Для полегшення процесу складання і фіксації виробу неприводна стійка має механізм осьового переміщення планшайби (піноль), що приводиться в дію за допомогою штурвалу.
Загальний вид горизонтального обертача в робочому стані представлений на рис. 3.
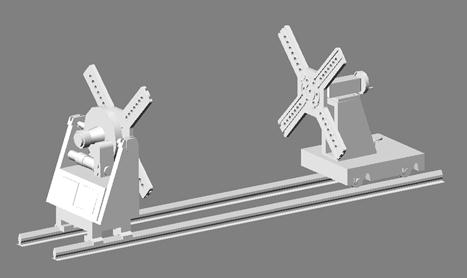
Рис. 3. Горизонтальний двостояковий обертач.
На рис. 4. зображений типажний горизонтальний обертач ВГ-0,25 вантажопідйомністю 2500 Н. Обертач складається з переднього стояка, усередині якого розміщений привод обертання, і заднього пересувного стояка. На передньому та задньому стояках закріплені дві знімні планшайби із кулачками.
Рис. 4. Двостояковий горизонтальний обертач типу ВГ.
Задній стояк пересувається вручну по рейковому шляху і обладнаний спеціальним стопорним пристроєм, що закріплює його нерухомо в необхідному положенні. Електроустаткування розміщене в окремій шафі. Короткі вироби закріплюють тільки на передній планшайбі. Вироби великої довжини або такі, які мають момент відносно до опорної площини більше допустимого для переднього стояка, підтримуються спеціальною роликоопорою яка закріплюється на рейковому шляху поміж двох стояків. Схему закріплення виробу вибирають залежно від його довжини, розташування центру тяжіння (висоти над опорною площиною), жорсткості виробу, а також розташування швів, що зварюються.
На рис. 5. представлений двостояковий обертач Т-28 вантажопідйомністю 5 кН.
Обертач призначений для обертання циліндричних виробів зі зварювальною швидкістю при автоматичному зварюванні. Він складається з переднього приводного 3 і заднього неприводного 8 стояків. Відстань між стояками встановлюється залежно від довжини зварюваного виробу, для чого задній неприводний стояк виконано переставним.
Рис. 5. Обертач горизонтальний Т-28 вантажопідйомністю 5 кН
а – загальний вигляд;
б – кінематична схема.
Передній стояк має механізм обертання, який складається (рис. 5, б) з асинхронного електродвигуна 1, черв'ячної передачі 4, змінних шестерень 5 і черв'ячної передачі 6. Шестерня черв'ячної передачі 6 закріплена на шпинделі 2 переднього стояка. Швидкість обертання може регулюватися за допомогою шестерень 5.
Задній стояк служить підтримуючою опорою і має висувну піноль 7. Типова конструкція висувної пінолі показана на рис. 6.
Рис. 6. Конструкція висувної пінолі заднього стояка.
1 – корпус стояка; 2 – обертовий центр;
3 – рукоять фіксації положення пінолі; 4 – висувна піноль;
5 – затискний ходовий гвинт; 6 – рукоять фіксації положення стояка;
7 – штурвал для висування пінолі; 8 - тяга;
9 – фрикційний стопор положення стояка; 10 – напрямна;
11 – регулювальний болт; 12 – регулювальна муфта;
13 – гайка; 14 – болт.
Послідовність дій при підготовці виробу до зварювання на двостояковому обертаючі така. Перш за все виріб фіксується в кріпильному пристрої на передньому стояку обертача. Потім до другого кінця виробу присувається задній стояк. Після розташування заднього стояка у потрібному місці, його положення фіксується поворотом рукояті 6. При цьому тяга 8 піднімає фрикційний стопор 9 і притискає стояк до напрямних пристрою. За допомогою штурвалу 7 виконується висування пінолі і притискання обертового центру 2 до виробу. Положення пінолі фіксується рукояттю 3.
На шпинделях переднього і заднього стояків можуть встановлюватись знімні пристосування для закріплення зварюваного виробу.
На рис. 7. зображений кріпильний пристрій, що складається зі зварного корпуса 7 із трьома напрямними пазами, трьох рейок 4 із переставними кулачками 5, двох конічних передач 2 і 3, остання з яких має три ведених шестерні, зв'язані ходовими гвинтами 6 із рейками 4.
Рис. 7. Пристрій для закріплення виробу на планшайбі обертача.
Пристрої закріплюють на планшайбі обертача, потім кулачки встановлюють на рейках по діаметру виробу і трохи відводять назад. Після встановлення виробу обертанням ручки 1 рейки з кулачками синхронно переміщають до центру, центруючи і закріплюючи виріб. Кулачки можуть закріплювати виріб, як зовні, так і зсередини. Пристрій призначений для закріплення виробів діаметром до 1000 мм. Є аналогічні пристрої, що встановлюються безпосередньо на шпиндель обертача (замість планшайби). Для закріплення виробів не тільки круглої, але і будь-якої форми використовуються переставні кулачки.