Сторінка
2
Двостоякові кантувачі
Двостоякові кантувачі застосовуються для складання і зварювання балкових, рамних і ґратчастих конструкцій і виконуються з непідйомними і підйомними центрами.
Кантувачі призначені для обертання і розташування виробу у зручному положенні при зварюванні. Кантувачі не мають регулювання швидкості обертання.
Найбільш широке використання мають двостоякові кантувачі з фіксованою горизонтальною віссю обертання. Такі кантувачі прості за конструкцією, компактні, дешеві і вимагають меншу потужність приводу у зв’язку з тим, що обертання виконується навколо поздовжньої вісі виробу, що проходить поблизу центру тяжіння.
Кантувачі з невеликою вантажопідйомністю (до 5 кН) мають зазвичай ручний привод оберту.
Кантувач для зварювання поясних швів в листових балках (рис. 8.) повертає балки висотою від 400 до 1300 мм на 360 градусів. Він складається з опорної рами 1 із механізмом обертання приводного вала 2 і рухомої опори 9, розміщеної на візку 8, який переміщається електродвигуном 7 по рейках, забезпечуючи встановлення балок довжиною від 4000 до 16000 мм у необхідне положення. На приводному 2 і неприводному валах закріплені траверси 3 із рухомими кронштейнами 4, що мають відкидні важелі 5 для закріплення зварюваних балок.
Рис. 8. Кантувач балок.
1 – опорна рама; 2 – вал; 3 – траверса; 4 – кронштейн;
5 – відкидний важіль; 6 – штир; 7 – електродвигун;
8 – візок; 9 – пересувна опора; 10 – контрвантаж.
На опорній рамі 1 і візку 8 установлені піднімальні пристосування для встановлення і зняття зварювального трактору. Для запобігання перекидання візка, на ньому встановлений контрвантаж 10. Перед встановленням балки траверси 3 необхідно повернути у горизонтальне положення, а кронштейни з відкидними верхніми важелями 5 встановити один від одного на відстані, більшій ніж висота балки. Після цього балку укладають мостовим краном на чотири нижні важелі 5, а кронштейни 4 переміщають до упора з полицями балки. Два відкидних важелі 5 встановлюють у робоче положення, яке фіксується штирями 6, а два інші відкидних важелі, зі сторони початку зварювання, залишають у відкинутому положенні, щоб забезпечити можливість переміщення трактора. Балку послідовно повертають для зварювання «у човник» усіх чотирьох поясних швів.
На рис. 7.9. зображений кантувач УДК-3 вантажопідйомністю 30 кН, який складається з переднього приводного стояка 1 і заднього неприводного стояка 3. Особливістю цього кантувача є те, що виріб закріплюють на поворотній рамі 2, відстань основи якої від вісі повороту h можна змінювати в залежності від розмірів виробу і, тим самим, зменшувати обертовий (крутний) момент.
Рис. 9. Двостояковий кантувач типу УДК-3.
Шпиндель переднього стояка кантувача обладнаний пристроєм для підведення стиснутого повітря до кріпильних пристосувань. Це дає можливість застосовувати пневматичні притискачі для закріплення виробу.
Типажний представник двостоякових кантувачів КД, призначених для повороту балкових, рамних і ґратчастих конструкцій при складанні і зварюванні зображений на рис. 7.10.
Кантувачі КД складаються із переднього приводного стояка 1, установлюваного на фундамент, заднього неприводного пересувного стояка 4 і рейкового шляху 6.
Рис. 10. Кантувач двостояковий типу КД
1 – приводна стійка; 2 – механізм обертання шпинделя;
3 – висувна піноль; 4 – неприводна пересувна стійка;
5 – фіксатор положення стійки.
Передній стояк має механізм обертання шпинделя 2, який складається з асинхронного електродвигуна, черв'ячного редуктора та зубчастої передачі.
Задній стояк залежно від довжини зварюваного виробу переміщається по рейковому шляху 6 і закріплюється в необхідному положенні фіксатором 5. Він обладнаний висувною піноллю 3. На шпинделі 2 та пінолі 3 установлюються пристосування для закріплення зварюваного виробу.
У табл. 1. наведені технічні дані розроблених типажних двостоякових кантувачів КД.
На рис. 11. зображений типовий представник модельного ряду двостоякових кантувачів вантажопідйомністю від 30 до 100 кН для обертання виробів навколо горизонтальної осі. Конструкція кантувачів однотипна і відрізняється лише потужністю приводу обертання, висотою центрів і довжиною рейкового шляху.
Кантувач складається з фундаментної рами 1, передньої нерухомої бабки 2, привода обертання шпинделя передньої бабки 3, задньої пересувної бабки 4, закріпленої на візку 5, і рейкового шляху 6.
Привод обертання шпинделя являє собою двоступіневий черв’ячний редуктор.
Шпиндель передньої бабки встановлений на підшипниках кочення і має конусний кінець для кріплення деталі або кріпильної оснастки. На ньому змонтований струмознімач.
Пересувний візок дозволяє встановлювати на кантувач вироби різної довжини. Візок оснащений механізмом рейкових фіксаторів гвинтового типу.
Рис. 11. Двостояковий кантувач вантажопідйомністю 30 кН.
Для кантування габаритних виробів застосовують кантувачі з підйомними центрами. В таких кантувачах закріплення виробу в центрах кантувача здійснюється на полу цеха, а потім центри піднімаються і виконуюється обертання виробу.
Загальний вигляд кантувача КДП з підйомними центрами представлено на рис. 12.
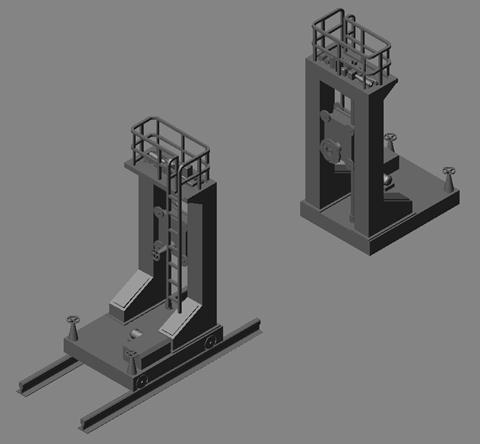
Рис. 12. Кантувач з підйомними центрами типу КДП.
Один із стояків виконаний пересувним і оснащений пристроєм висування затискного центру за допомогою штурвалу.
Розрахунок двостоякових кантувачів з поворотною рамою
Рис.13. Розрахункова схема двостоякового кантувача із поворотною рамою.
Конструктивно можливі два варіанти використання кантувача: а) ведуча шестерня знаходиться внизу; б) ведуча шестерня знаходиться збоку (на одній горизонталі із зубчастим колесом).
Визначення силових факторів
Крутний момент, що передається на привод кантувача:
![]()
де ![]() - вантажний момент;
- вантажний момент;