Сторінка
3
Складання в'язів (рис 10.) роблять без приварки фіксаторів до стелажів, а для забезпечення стійкості кутків 1 в'язів застосовують фіксуючі «гребінки» із швелера 3, до стінки якого приварена листова смуга 2 з вирізами. Гребінки встановлюють уздовж стелажів і закріплюють проти зсуву пробками.
 |
Рис 10. Пристосування для складання в'язів.
1 – кутник; 2 – листова смуга із вирізом; 3 – швелер.
Просторові гратчасті конструкції (опори ліній електропередач, щогли, вежа, легкі колони й ін.) збирають у наступній технологічній послідовності: спочатку збиратюь дві протилежні плоскі ферми по копиру, потім роблять загальне складання просторової конструкції в об'ємному кондукторі.
Кондуктор для складання опор ліній електропередач пірамідальної форми (рис. 11.) має три площини в торцях, приварених до планшайб. Площини 2 і 4 мають решітку, що відповідає обрису збираної конструкції опори ЛЕП. Пояси кондуктора в площині 3 з'єднані розпірками. Площина 1 відкрита для закладання зібраних площин та звільненняз кондуктора зібраної просторової конструкції. У поясах кондуктора є отвори, що відповідають розташуванню отворів у конструкції. Торцеві планшайби через вісь спираються на дві опори.
Рис. 11. Кондуктор для складання опор ЛЕП пірамідальної форми.
1, 2, 3, 4 – номери площин кондуктора; а, б, в, г – положення кондуктора при складанні опори.
Спочатку на окремих плоских кондукторах збирають дві бічні площини 1 і 3, які потім укладають у загальний кондуктор, що знаходиться в положенні (а). Отвори зібраних ферм опори сполучають з отворами загального кондуктора і закріплюють болтами та пробками. Повернувши кондуктор на 90 градусів у положення (б), на гратчастій площині 4 загального кондуктора складають решітку площини опори. Потім, повернувши кондуктор на 180 градусів у положення (в), складають решітку останньої площини опори.
Закінчивши складання просторової опори ЛЕП, повертають кондуктор у положення (г), виймають болти та пробки і мостовим краном виймають зібрану конструкцію з кондуктора в напрямку його розширення.
Складання просторових решітчастих конструкцій із рівнобіжними поясами зручно робити в кондукторі-кантувачі (рис. 12.). Кондуктор має станину зі швелерів 9, на якій прикріплена нерухома опора 11 з редуктором і електроприводом 12. Рухлива опора 8 установлюється по довжині складальної конструкції на станині. Рама 13 копіра прикріплена шарнірами до двох стояків 3, які установлені на станині. На опорах 8 і 11 закріплені обертові планшайби 1 і 6, що приводяться в рух електроприводом 12. На станині встановлені три упори-фіксатори 14, що служать обмежниками підйому копіра 13 при установці його в робоче положення штоком повітряного циліндра 16.
Рис. 12. Кондуктор-кантувач для складання просторових решітчастих конструкцій.
1, 6 – планшайби; 2, 5, 7 – фіксатори; 3 – стійка; 4 – поясний кутник;
8 – рухлива опора; 9 – швелер; 10 – передаточний вал; 11 – нерухлива опора; 12 – електропривод; 13 – рама копіра; 14 – упор-фіксатор;
15 – розкоси; 16 – повітряний циліндр.
Складання просторових конструкцій у кондукторі-кантувачі починається з укладання чотирьох поясних кутків 4 у фіксатори 2, 7 планшайби і закріплення їх пробками з чекою. Укладання кутків робиться при опущеному копірі 13, що після укладки чотирьох кутків 4 штоком повітряного циліндра 16 піднімається в робоче положення до упора 14. У цьому положенні по копіру 13 складають розкоси 15 однієї площини, конструкції, після чого копір 13 опускають у вихідне положення. Потім на планшайбі повертають зібрану площину на 90 градусів, знову піднімають і закріплюють копір 13, після чого складають на ньому решітку другої площини конструкції. Після чотириразового повторення операції складання площин зібрану просторову конструкцію звільняють від пробок і виймають із кондуктора мостовим краном.
На рис. 13. представлена установка для складання поздовжніх стиків обичайок, що складається з портальной рами 2, двох гідравлічних стяжок 4 для суміщення і з'єднання поздовжніх крайок і гідравлічної стяжки 5 для вирівнювання торцевих крайок. Стяжки 4 за допомогою пружинних підвісок 6 закріплені на візках 7, що пересуваються по рамі 2. На цих же візках закріплені і панелі керування 3. Стяжка 4 (рис. 13, в) за схемою аналогічна гвинтовий. Гвинти замінені гидроциліндрами - двома затискними 8, одним що вирівнює 9 і одним стягуючим 10.
Рис. 13. Установка для складання поздовжніх стиків обичайок.
І – ІІІ – зустрічні рухи гидроциліндрів і штоків; Іа – ІІІа – відповідні рухи крайок.
Стяжка 5 для торцевих крайок являє собою гидроциліндр із двома ланцюгами, на кінцях яких є гачки, що зачіпляються за крайки обичайки. Під час складання обичайка знаходиться на роликоопорах 1, на які вона потрапляє по нахиленному стелажу. Перед складанням обичайку повертають на роликоопорах стиком нагору і стяжкою 5 вирівнюють торцеві крайки в площині, перпендикулярної поздовжньої осі обичайки (рис. 13, б). Після цього крайки обичайки з'єднують стяжками 4 (рис. 13, в) і прихвачують дуговим зварюванням, починаючи із середини стику. Зібрана обичайка знімається з роликоопор спеціальним пневматичним виштовхувачем.
Установка застосовується для обичаек діаметром 0,5 ¸ 1,5 м, довжиною до 2,1 м із товщиною стінки до 16 мм. Циліндри стяжок розвивають зусилля до 12000 Н при тиску масла до 6 МПа.
Складання обичайок у вертикальному положенні виконують на стенді (рис. 14.) із виправленого сталевого листа 2 завтовшки не менше 20 мм, прикріпленого электроприхватками до швелерів 1. До листа приварюються внутрішні і зовнішні фіксатори у вигляді кутків-коротишів. Внутрішні фіксатори встановлюються по внутрішній циліндричній поверхні конструкції, а зовнішні - на відстані 60-80 мм від зовнішньої її поверхні. Звальцьовані листові деталі установлюють вертикально між внутрішніми і зовнішніми фіксаторами і затискають сталевими клинами, що забиваються в зазори між поверхнею листа і зовнішніми фіксаторами. При складанні труб діаметром до 2000 мм обичайки вальцюють з одного листа довжиною до 6500 мм.
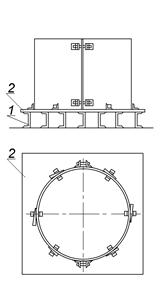
Рис. 14. Складання обичайок у вертикальному положенні.
1 – швелер; 2 – сталевий лист.
Труби діаметром більш 2000 мм доводиться складати з двох вальцьованих листів. Стяжку і стикування таких листів здійснюють за допомогою болтів, пропущених через кутки, приварени біля кромок листів, що стикуються. При діаметрах труб більших 2000-2500 мм і товщині листа не менше 12-16 мм для забезпечення необхідної жорсткості ставлять хрестоподібно тимчасові гвинтові розпірки.