Сторінка
2
6) лампа сигнальна 40 „ наявність автоматичного циклу ”;
Кінцевий вимикач 41 контролює стан огорожі 11.При відкритому огородженні пуск робочих органів верстату неможливий.
Перед початком роботи необхідно переконатись, що огородження 11 інструменту закрита. Живлення подається через ввідний вимикач 26, лампа сигнальна 39 загоряється. Швидкість обертання шпінделя встановлюється переключателем швидкостей 37. Обмежувач 27 ходу шпінделя встановлюється на задану глибину. Для налагодження рукоятки 38 „ рід робіт ” слід зафіксувати в положенні ручного керування шпінделя.
Верстат призначений для роботи в двох режимах:
а) автоматичний цикл сверління:
Рукоятка 38 „ Рід робіт ” встановлюється в положення на
режим пазування.
Натискаємо кнопку 17. шпіндель обертається.
Натискаємо кнопку 19 ,шпіндель повертається в початкове
положення. Автоматичний цикл закінчено.
б) пазування: рукоядка 38 „ Рід робіт ” встановлюється в
положення на режим пазування. Натискаємо кнопку 17
шпіндель обертається. Натискаємо кнопку 19, шпіндель іде в
низ і зупиняється на встановленій глибині. Натискаємо
кнопку 20, шпіндель повертається в початкове положення.
Після закінчення робіт натискаємо кнопку 18, рукоятку 37
встановлюємо в нульове положення, знімаємо живлення
ввідним вимикачем.
Захист робочої ланки від струмів короткого замикання і
електродвигуна від довготривалого перенавантаження
здійснюється вставкою роз’єднувача і відсічного ввідного
вимикача.
Захист ланцюгів керування і місцевого освітлення
забезпечується наявними запобіжниками FU1 i FU2.
Опираючись на дані електричної схеми та опис в
наступному
розділі я обгрунтую засоби та методи автоматизації даного
верстату.
1.2 Обґрунтування теми проекту
Вивчивши будову і складові частини верстату, принцип його роботи, а також роботи електричної схеми, в роботі верстату з точки зору автоматизації було помічено такі недоліки:
1)завантаження заготовок виконується в ручну;
2)розвантажування заготовок проводиться в ручну.
Для усунення цих недоліків можна запропонувати автоматизацію верстату шляхом монтажу на цей верстат систем автоматики.
Метою даного курсового проекту є автоматизація технологічного устаткування та розрахунок ефективності та економічної доцільності такої автоматизації. Виходячи з цих міркувань в курсовому проекті розроблена технологія монтажу засобів автоматизації на верстаті СВА-2
2.Проектна частина
2.1 Вибір і обґрунтування засобів автоматизації
Вивчивши недоліки даного верстату, такі як завантаження заготовок і їх розвантаження, яке здійснюється вручну, можна запропонувати автоматизацію верстату шляхом монтажу на нього:
1)автоматичного живильного столу з барабанним живильником;
2)автоматичний укладчик з приводом від верстату.
На рис. 2.1 зображені схеми без магазинних автоматичних пристроїв типу живильних столів.
Стіл з живильними органами в виді рифлених конусів (рис. 2.1.а) – верхнього 5 і нижнього 4 – захоплює матеріал з цими конусами і подає до валиків 6 і далі на верстат. Привід конусів здійснюється від ланцюгової передачі 8 з`єднанаої до приводу механізму верстату подачі. Загрузка матеріалу на стіл зазвичай проводиться в поперечному напрямку по стрілці А, при цьому матеріал просувається в перед до направляючої лінійки 1 під дією гвинтових рожків 2. Налагодження під товщину матеріалу здійснюється гвинтовим механізмом 7.
На рис. 2.1.б зображена схема живильного столу з живильними пристроями в виді барабану 7 внизу і гвинтом 9 зверху. Тут матеріал 4 поступає в повздовжньому напрямку по стрілці А. Коли його попередній торець натискає на кінцевий вимикач 5, пневмоциліндер три переміщує матеріал в поперечному напрямку по стрілці Б на гвинтові ролики 2, які, притискаючи матеріал до направляючих лінійок 6 і 1, подає його до живильних органів. Привід механізмі таких столів автономний.
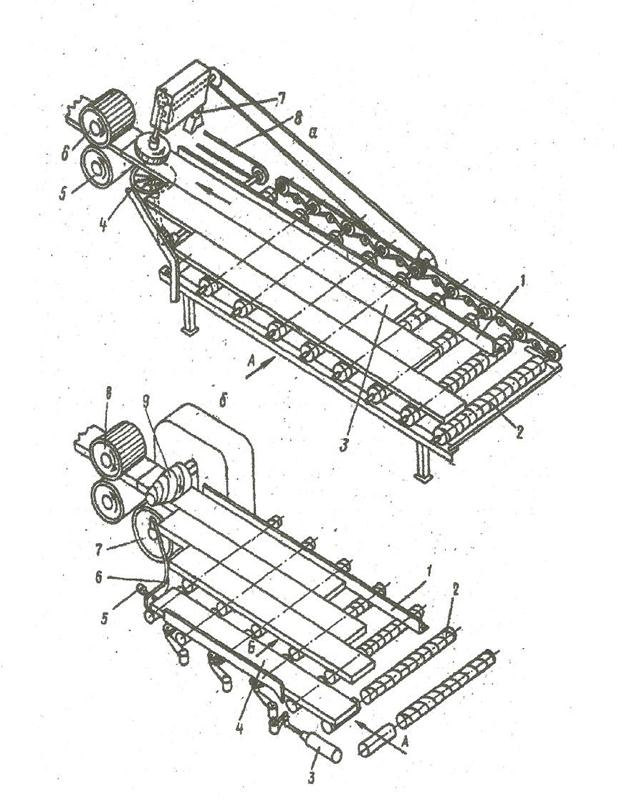
Рис. 2.1.
а – з рилефними кінцевими живильниками.
б – з барабанними живильниками.
При виборі між рилефними кінцевим живильником чи живильником барабанного типу я надав перевагу останньому, оскільки там автономний привід механізмів столів, більш досконала система подачі заготовок.
На рис. 2.2. зображена схема автоматичного укладчика (розвантажувача) з приводом від верстату. Тут черговий щит 7 укладається на штабель 5 підйомного столу 4 та транспортером 1 самого столу. Вирівнювання кромок щита здійснюється штовхачем 3 пневмоциліндрів 2 які досувають щити до упорів 6 стола. Для нормальної роботи підйомний стіл повинен бути встановлений достатньо близько до верстату.
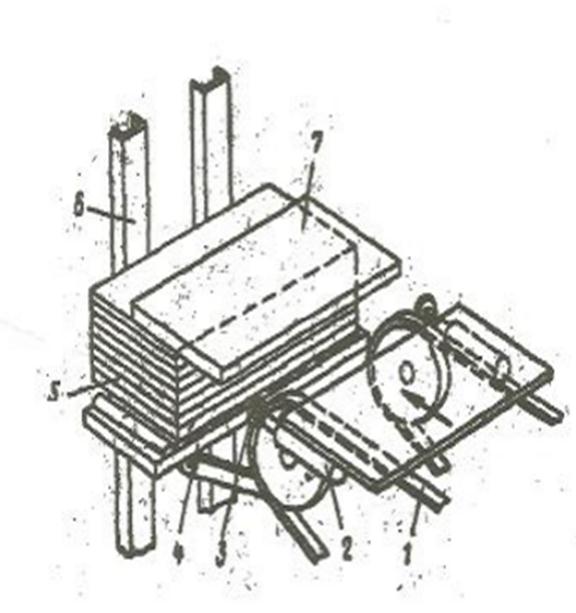
Рис. 2.2. Автоматичний розвантажувач з приводом від верстату.
2.2. Вимоги до монтажу засобів автоматизації
До вимог монтажу засобів автоматизації можна віднести вимоги до монтажу трубних проводок, монтажу щитів і приладів.
До трубних проводок застосовують труби які є із вуглеводної і нержавіючої сталі, мідні, з алюмінієвих сплавів і пластмаси. Матеріал труб вибирається в залежності від тиску, температури, взаємодії із зовнішнім середовищем. Довжину трубних проводок вибирають в відповідності з рекомендаціями заводів виробників приладів при відсутності цих даних можна взяти їх із довідників.
Трубні лінії прокладають в здовж стін і перекриттів, по колонам та іншим елементам споруд, а також по металоконструкціях.
Призначені для монтажу труби проходять попередню обробку: обезжирення, очистку від бруду, окалин, окисів. Мідні труби пропалюють щоб надати необхідну гнучкість.
Змонтовані трубопроводи малюють ззовні лаками або кольоровою масляною фарбою в відповідності з прийнятою маркеровкою заповненого середовища.