Сторінка
3
де /с — середній фактичний відсоток чи коефіцієнт виконання годинних норм виробітку; /п — середньопрогресивний рівень виконання норм виробітку, %. Коефіцієнт нормування праці Кнп використовується під час аналізу резервів робочого часу:
![]()
де ίΗΗΤ — час, витрачений на виконання г'-го виду роботи, на яку немає технічно обґрунтованих норм часу, хв.; ίφ — фактично витрачений час на виконання суми всіх видів нормованих і ненормованих робіт (операцій) у хвилинах за винятком регламентованих перерв та втрат.
Коефіцієнт нормування праці (Кнт) може розраховуватися також за формулою:
![]()
де Σt·ΗΤ — час витрачений на виконання нормованих робіт, год. (чи чисельність робітників-подільників і погодинників, які охоплені нормуванням, чол.); ΣtOf — загальний час роботи, год. (чи загальна чисельність робітників, чол.); Кнн — коефіцієнт напруги норм, що визначається як частка від ділення 100 на середній відсоток виконання норм.
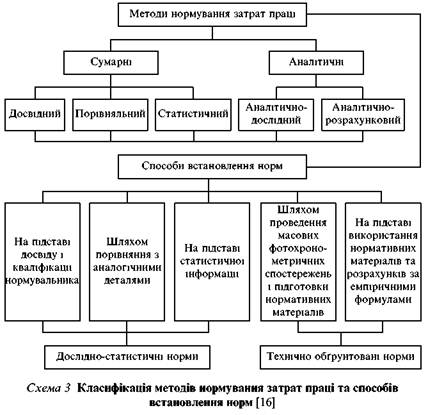
Праця робітників нормується, в основному, за технічно обґрунтованими нормами, до яких належать норми, встановлені аналітичним методом нормування, що відповідають досягнутому рівню техніки і технології, організації виробництва і праці на підприємствах однієї галузі, де умови праці та технічна озброєність відповідають певному рівню.
Окрім технічно обґрунтованих норм на підприємствах використовуються і дослідно-статистичні норми, що встановлюються конкретним підприємством з урахуванням конкретних умов роботи чи окремих операцій, на які відсутні технічно обґрунтовані норми. З цією метою використовуються різноманітні методи вивчення затрат робочого часу (див. схему 2).

Однак при встановленні дослідно-статистичних норм часто використовуються такі способи, як порівняння з аналогічними операціями, особистий досвід нормувальника чи обробка даних, що зібрані в результаті спостережень.
На діючому підприємстві організаційно-технічні зміни відбуваються постійно. Змінюються номенклатура виробів та їх кількість, конструкція деталей і вузлів, поліпшується технологія виробництва, освоюються нові методи та прийоми праці. Все це впливає на кількість і структуру норм праці, їх величину, а звідси — і трудомісткість виробів. Це зобов'язує вести постійний і копіткий рахунок існуючих норм і змін, що відбуваються внаслідок їх оперативного перегляду.
Вихідним документом, з якого починається облік норм і всієї трудомісткості, виступає операційна технологічна карта. Після встановлення величини норм часу до карти заносяться:
• назва виробу;
• цех, дільниця, назва деталі;
• номер деталі (якщо такий є);
• назва операції, що виконується;
• номер операції;
• штучно-калькуляційний час виконання операції, дата встановлення норми.
Карта підписується інженером-нормувальником.
Поопераційні норми групуються по дільницях, цехах, деталях, збірних вузлах і виробах, видах технологічних процесів і т. ін. Це робиться для поінформованості економістів про трудомісткість робіт щодо всіх структурних ланцюгів підприємства, груп обладнання, професій і тарифних розрядів. Така інформація необхідна для розрахунків чисельності робітників, кількості обладнання, потреб в інструменті, фонду заробітної плати.
Норма часу визначає необхідні витрати часу одного робітника чи бригади на виконання одиниці продукції (трудомісткість операції). Норма часу визначається в годинах, хвилинах, секундах. Структуру її можна подати у такому вигляді (див. схему 4):
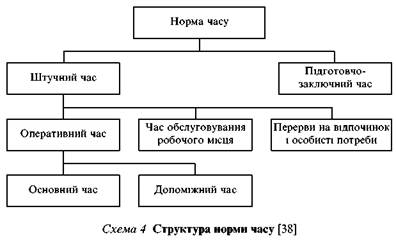
Як видно на схемі, норма часу складається з двох частин:
• штучний час;
• підготовчо-заключний час.
Штучний час — це є час, що витрачається безпосередньо на виготовлення (обробку) одиниці продукції (операцію).
Підготовчо-заключний час — час, який робітник витрачає на вивчення креслення, налагодження обладнання, встановлення і зняття інструмента і пристосувань, здачу на склад готової продукції.
Розмір підготовчо-заключного часу встановлюється на всю партію однакових виробів (операцій). Таким чином, чим більшими є партії деталей, тим меншим є розмір підготовчо-заключного часу на один виріб (операцію). Наприклад, якщо норма підготовчо-заключного часу 16 хвилин, а в партії нараховується 8 деталей, то до норми часу на одну деталь включаються 2 хвилини (16:8) підготовчо-заключного часу. Якщо партію виробів збільшити до 32 штук, тоді на одну деталь припаде лише 0,5 хвилини (16:32) підготовчо-заключного часу.
Останніми роками все ширшого використання отримує групова обробка деталей, що дозволяє скорочувати підготовчо-заключний час. Суть цього методу полягає в тому, що за верстатом закріплюється група однорідних за конструкцією і розміром деталей. Наприклад, група "А" — різноманітні втулки, група "Б" — різноманітні кільця і т. ін. Втілення групової обробки деталей значно (до ЗО %) підвищує продуктивність верстатного обладнання, набагато скорочує трудомісткість виготовлення оснащення. Нині метод групової обробки успішно використовується в машинобудуванні та інших галузях промисловості.
Норма штучного часу складається з таких елементів:
• оперативний час,
• час обслуговування робочого місця,
• час регламентованих перерв на обід.
Оперативний час, у свою чергу, поділяється на основний і допоміжний.
Основним називається час, що використовується на виконання заданого технологічного процесу, під час якого відбувається зміна розмірів, зовнішнього вигляду та інших властивостей продукції, що обробляється, або зміна взаєморозміщення деталей (наприклад, складання).
Допоміжним називається час, що використовується на створення умов для виконання основної роботи. До допоміжного часу відноситься час на встановлення, закріплення і зняття виробу, що виго-
товляється, на пуск І зупинку агрегату, перестановку Інструментів і пристосувань, виміри поверхонь, що обробляються, тощо. Якщо частину цих операцій можна робити одночасно з основною роботою, то цей час не відноситься до допоміжного і до норми не включається. Розміри допоміжного часу визначаються на основі технологічних карт і спеціально розроблених нормативів.
Основний і допоміжний час залежно від ступеня механізації поділяється на три частини: а) машинний (апаратний), б) машинно-ручний, в) ручний.